Bave d'escargot...
3 participants
Page 1 sur 1
![]()
 Bave d'escargot...
Bave d'escargot...
![]() par statis Jeu 26 Fév - 21:43
par statis Jeu 26 Fév - 21:43
Salut à tous,
Je me trouve confronté à un problème récurrent qui se produit quand j'imprime des pièces avec des parois de moins de 5mm et supérieure à 0.5mm (taille de ma buse). Je précise car il suffit que j'imprime à plus d'une fois la taille de ma buse pour que le filament se mette à baver sur les côtés en remontant (???) et faire de très laids amalgames sur mes parois.
Pour les pièces avec paroi de plus de 5mm çà va sauf pour les trous latéraux qui sont un peu délicats car la remontée de matière tape contre la buse.
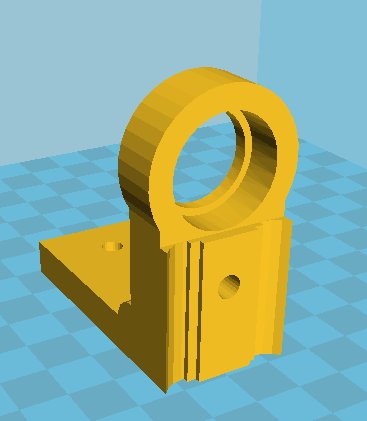
Exemple de pièce http://www.thingiverse.com/thing:286091 :

Il y a deux couleurs car j'ai travaillé avec des chutes de filament orange et bleu, ce genre d'opération ne me pose pas de problème particulier avec ma k8200 car j'ai modifié le guidage du filament pour corriger un défaut relatif à ce modèle.
Le filament bleu avait bien chassé l'orange depuis plusieurs couches et la "bave remontante" est apparue à partir du moment ou la pièce est devenue très étroite.
Sachant que chaque filament réagit différemment à la température je l'ai variée de 180° à 210° (PLA) pour voir ce que cela faisait en ayant bien eut le temps car la pièce est haute et les couches à 0.1mm.
Quelque soit la température cela a bavé toujours vers le haut.
J'ai un fan nozzle pour refroidir les pièces et le ventilateur était à fond donc j'ai essayé de jouer sur la vitesse sans arriver à stopper les bavures qui ont continué à former de petites vagues verticales sur ma pièce.
J'ai cherché s'il y avait un escargot invisible qui bavait du PLA sur les parois de ma pièces, sans succès aussi...
Quelqu'un a une idée ?
Je me trouve confronté à un problème récurrent qui se produit quand j'imprime des pièces avec des parois de moins de 5mm et supérieure à 0.5mm (taille de ma buse). Je précise car il suffit que j'imprime à plus d'une fois la taille de ma buse pour que le filament se mette à baver sur les côtés en remontant (???) et faire de très laids amalgames sur mes parois.
Pour les pièces avec paroi de plus de 5mm çà va sauf pour les trous latéraux qui sont un peu délicats car la remontée de matière tape contre la buse.
Exemple de pièce http://www.thingiverse.com/thing:286091 :
Il y a deux couleurs car j'ai travaillé avec des chutes de filament orange et bleu, ce genre d'opération ne me pose pas de problème particulier avec ma k8200 car j'ai modifié le guidage du filament pour corriger un défaut relatif à ce modèle.
Le filament bleu avait bien chassé l'orange depuis plusieurs couches et la "bave remontante" est apparue à partir du moment ou la pièce est devenue très étroite.
Sachant que chaque filament réagit différemment à la température je l'ai variée de 180° à 210° (PLA) pour voir ce que cela faisait en ayant bien eut le temps car la pièce est haute et les couches à 0.1mm.
Quelque soit la température cela a bavé toujours vers le haut.
J'ai un fan nozzle pour refroidir les pièces et le ventilateur était à fond donc j'ai essayé de jouer sur la vitesse sans arriver à stopper les bavures qui ont continué à former de petites vagues verticales sur ma pièce.
J'ai cherché s'il y avait un escargot invisible qui bavait du PLA sur les parois de ma pièces, sans succès aussi...
Quelqu'un a une idée ?

statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Bave d'escargot...
![]() par Maxdgdg Sam 28 Fév - 11:13
par Maxdgdg Sam 28 Fév - 11:13
Bonjour
je pense qu'il y a trop d'extrusion.
quel est ton coef ?
perso pour du esun :
Diametre 2.85
coef 102%
je pense qu'il y a trop d'extrusion.
quel est ton coef ?
perso pour du esun :
Diametre 2.85
coef 102%

Maxdgdg- Admin
- Messages : 382
Date d'inscription : 12/01/2014
Age : 52
Localisation : Ardennes -

![]()
![]()
Re: Bave d'escargot...
![]() par statis Sam 28 Fév - 12:51
par statis Sam 28 Fév - 12:51
Salut Maxdgdg,
Sur Cura je n'ai pas trouvé de coef mais un paramétrage de débit qui est à 100%
On n'a pas les mêmes buses et l'extrudeur calibré pareil.
J'ai oublié de refaire un calibrage suite à ma buse bouchée que j'avais du démonter complètement et nettoyer à fond...
Je suis trop "tête en l'air" des fois
C'est une très bonne piste qui expliquerais aussi pourquoi j'étais proche d'avoir de bonne côtes avec Cura et que d'un coup je suis revenu à devoir corriger mes pièces...
Je dois finir une série de pièces avant de modifier quoique se soit car sinon je dois encore refaire 3 fois mes parties communes de pièces qui doivent être en alignement avec d'autres...
Merci Maxdgdg, ton forum reste au top car ailleurs il n'y a personne qui a trouvé une piste
Il y a cependant un détail qui me chiffonne car malgré une ventilation de pièce bien en place j'ai remarqué que quand la couche est en escalier pour faire une pente la partie dans le vide remonte et reste molle, je crois qu'il faut aussi que je revois mon fan nozzle :
"très joli" qui vient de thingiverse (remis aux côtes avec Blender en jouant sur l'échelle avec x essais d'impression...)...
Sur Cura je n'ai pas trouvé de coef mais un paramétrage de débit qui est à 100%
On n'a pas les mêmes buses et l'extrudeur calibré pareil.
J'ai oublié de refaire un calibrage suite à ma buse bouchée que j'avais du démonter complètement et nettoyer à fond...
Je suis trop "tête en l'air" des fois
C'est une très bonne piste qui expliquerais aussi pourquoi j'étais proche d'avoir de bonne côtes avec Cura et que d'un coup je suis revenu à devoir corriger mes pièces...
Je dois finir une série de pièces avant de modifier quoique se soit car sinon je dois encore refaire 3 fois mes parties communes de pièces qui doivent être en alignement avec d'autres...
Merci Maxdgdg, ton forum reste au top car ailleurs il n'y a personne qui a trouvé une piste
Il y a cependant un détail qui me chiffonne car malgré une ventilation de pièce bien en place j'ai remarqué que quand la couche est en escalier pour faire une pente la partie dans le vide remonte et reste molle, je crois qu'il faut aussi que je revois mon fan nozzle :
"très joli" qui vient de thingiverse (remis aux côtes avec Blender en jouant sur l'échelle avec x essais d'impression...)...
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Bave d'escargot...
![]() par Maxdgdg Sam 28 Fév - 14:06
par Maxdgdg Sam 28 Fév - 14:06
Sur cura, il s'agit du Flow dans Basic / Filament
Maxdgdg- Admin
- Messages : 382
Date d'inscription : 12/01/2014
Age : 52
Localisation : Ardennes -
![]()
![]()
Re: Bave d'escargot...
![]() par statis Sam 28 Fév - 15:47
par statis Sam 28 Fév - 15:47
J'ai cura en français, flow doit donc correspondre à "débit".
Je suis en train d'imprimer une autre pièce et il y a le même problème de remontée de matière avec un pont en arc de cercle (trou latéral)...
A priori il n'y a pas trop de matière mais celle dans le vide remonte mollement, elle est donc repoussée par la tête qui continue à la réchauffer amplifiant encore plus le problème.
En réduisant la vitesse de 50% c'est moins prononcé mais le mou ne se solidifie pas encore assez vite.
Bien sûr çà finit par taper quand le bourrelet se solidifie et décoller la pièce...
Du coup, là 4 heures d'impression pour rien...
C'est reparti pour une impression de 6 heures, voir plus car je vais passer à 25% quand commence le cercle extérieur qui me pose le plus de problème...
Et pourtant elle est moins "fine" ma pièce :
J'ai commandé du futura en pensant que j'aurais assez de Esun pour finir ma série mais au train ou c'est parti je sens qu'il va y avoir ratage sur ratage, je connais un vendeur qui va gagner un achat de 2 bobines
Je suis en train d'imprimer une autre pièce et il y a le même problème de remontée de matière avec un pont en arc de cercle (trou latéral)...
A priori il n'y a pas trop de matière mais celle dans le vide remonte mollement, elle est donc repoussée par la tête qui continue à la réchauffer amplifiant encore plus le problème.
En réduisant la vitesse de 50% c'est moins prononcé mais le mou ne se solidifie pas encore assez vite.
Bien sûr çà finit par taper quand le bourrelet se solidifie et décoller la pièce...
Du coup, là 4 heures d'impression pour rien...
C'est reparti pour une impression de 6 heures, voir plus car je vais passer à 25% quand commence le cercle extérieur qui me pose le plus de problème...
Et pourtant elle est moins "fine" ma pièce :
J'ai commandé du futura en pensant que j'aurais assez de Esun pour finir ma série mais au train ou c'est parti je sens qu'il va y avoir ratage sur ratage, je connais un vendeur qui va gagner un achat de 2 bobines
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Bave d'escargot...
![]() par Tcherno Mer 20 Mai - 17:48
par Tcherno Mer 20 Mai - 17:48
Salut statis, est-ce que tu as résolu ton problème avec la matière qui est dans le vide qui remonte, je me trouve confronter au même soucis
Tcherno- Messages : 30
Date d'inscription : 02/05/2015
![]()
![]()
Re: Bave d'escargot...
![]() par statis Mer 20 Mai - 21:49
par statis Mer 20 Mai - 21:49
Salut Tcherno,
Désolé, j'ai du faire face à de nombreux problèmes et je n'ai plus fait qu'un seul test d'impression avec la pièce "support de téléphone".
En 1 an j'ai perdu des kilomètres de filament en essayant de jouer sur les réglages de sli3r au lieu de ne pardonner aucun défaut de base...
Depuis j'ai éliminé le défaut slic3r en travaillant avec Cura mais pas tous les autres.
Baisser le débit de filament m'a donné dernièrement de la "dentelle" dans certaines couches sans aucune explication...
J'ai pensé avoir encore la buse bouchée car cela s'est aggravé, donc un redémontage de plus à faire.
En fait les deux soudures de la thermistance avait dégagé, le contact était perdu aléatoirement...
Pour la première couche je réglais le plateau avec le micromètre de manière à ne pas avoir de "dentelle", grosse erreur car en fait quand la buse débitait bien j'avais un surplus de matière qui se répercutait de certaines couches à d'autres...
Sur la plupart des pièces cela se répercutaient sur les côtes qui bien sûr n'étaient pas bonnes...
Sur celles avec des trous latéraux, cela bavait et pouvait générer un décalage à cause de chocs avec la buse...
En analysant le problème, j'avais plusieurs causes cumulées...
Plateau avec planéité insuffisante imposant du coup à commencer les impressions trop bas pour la première couche, débit irrégulier du filament donc mauvais, et surtout très mauvaise ventilation de pièce car le surplus de matière remontait en ne refroidissant pas assez vite...
Avec tous les démontages mon plateau à beaucoup souffert au niveau des pastilles de raccordement qui on fini par se décoller, j'ai galéré pour reconstruire les pistes mais il est maintenant stabilisé. Les mauvaises expériences rencontrées m'ont fait comprendre que celui d'origine devait être coiffé d'un plateau plus plane, que le verre et l'alu se déforment à la chaleur et que seulement l'inox apportait la rigidité nécessaire et la meilleure diffusion de chaleur.
J'ai refait les connexions de la thermistance de buse avec de la soudure 0% de plomb qui a un point de fusion plus haut (240°), cela tiendra un peu plus mais pas question que je monte la tête à plus de 210°. La tête d'origine de la k8200 est une vraie mer.., j'attends des nouvelles thermistances comme celles de l'ultimaker qui sont super bien mais qui elles sont adaptables à ma carte.
Pour la ventilation je suis en "conception" et je n'ai pas encore commencé car je viens juste de finir de remonter ma tête...
Et cerise sur le gateau, Cura ne fonctionne pas super bien quand on a une buse autre qu'une 0.4, donc il faut que je monte une buse ultimaker en dernière étape avant de revenir sur des tests d'impression de mon "support téléphone" pour en avoir un "correct".
Tu as une k8400 donc les causes sont certainement pas les mêmes mais j'ai vu sur une vidéo qu'un utilisateur se plaignait d'un défaut de planéité du verre d'un côté, ce point est à vérifier car mettre de la colle pour faire tenir une pièce qui se décolle à cause de mauvais appuis à certains endroit ne veut pas dire bien réussir sa première couche. Quand on pose une règle parfaitement plane sur le plateau il ne doit y avoir strictement aucun "jour" sur toute la surface. Le plateau doit rester plane à 60° voir 100° pour ceux qui impriment de l'ABS.
Par contre il y a des points communs à toutes les imprimantes :
- la première couche doit être parfaite
- le débit de filament doit être calibré et constant sans qu'il puisse y avoir des à-coups comme avec le système boden (cura ne sait pas bien corriger çà, slic3r encore moins, à ce qu'il parait simplify oui)
- la ventilation de la pièce doit être optimale
- le slicer doit être bien réglé par rapport au filament, la buse et le type de pièce à imprimer
- le STL ne doit pas avoir de défaut et la pièce conçue en fonction des contraintes d'impression
- l'imprimante ne doit pas avoir été montée avec les pieds lol
Pour l'instant il va falloir que je commande des bobines pour les nombreux ratages à prévoir lors de la conception de mon "fan nozzle"...
Désolé, j'ai du faire face à de nombreux problèmes et je n'ai plus fait qu'un seul test d'impression avec la pièce "support de téléphone".
En 1 an j'ai perdu des kilomètres de filament en essayant de jouer sur les réglages de sli3r au lieu de ne pardonner aucun défaut de base...
Depuis j'ai éliminé le défaut slic3r en travaillant avec Cura mais pas tous les autres.
Baisser le débit de filament m'a donné dernièrement de la "dentelle" dans certaines couches sans aucune explication...
J'ai pensé avoir encore la buse bouchée car cela s'est aggravé, donc un redémontage de plus à faire.
En fait les deux soudures de la thermistance avait dégagé, le contact était perdu aléatoirement...
Pour la première couche je réglais le plateau avec le micromètre de manière à ne pas avoir de "dentelle", grosse erreur car en fait quand la buse débitait bien j'avais un surplus de matière qui se répercutait de certaines couches à d'autres...
Sur la plupart des pièces cela se répercutaient sur les côtes qui bien sûr n'étaient pas bonnes...
Sur celles avec des trous latéraux, cela bavait et pouvait générer un décalage à cause de chocs avec la buse...
En analysant le problème, j'avais plusieurs causes cumulées...
Plateau avec planéité insuffisante imposant du coup à commencer les impressions trop bas pour la première couche, débit irrégulier du filament donc mauvais, et surtout très mauvaise ventilation de pièce car le surplus de matière remontait en ne refroidissant pas assez vite...
Avec tous les démontages mon plateau à beaucoup souffert au niveau des pastilles de raccordement qui on fini par se décoller, j'ai galéré pour reconstruire les pistes mais il est maintenant stabilisé. Les mauvaises expériences rencontrées m'ont fait comprendre que celui d'origine devait être coiffé d'un plateau plus plane, que le verre et l'alu se déforment à la chaleur et que seulement l'inox apportait la rigidité nécessaire et la meilleure diffusion de chaleur.
J'ai refait les connexions de la thermistance de buse avec de la soudure 0% de plomb qui a un point de fusion plus haut (240°), cela tiendra un peu plus mais pas question que je monte la tête à plus de 210°. La tête d'origine de la k8200 est une vraie mer.., j'attends des nouvelles thermistances comme celles de l'ultimaker qui sont super bien mais qui elles sont adaptables à ma carte.
Pour la ventilation je suis en "conception" et je n'ai pas encore commencé car je viens juste de finir de remonter ma tête...
Et cerise sur le gateau, Cura ne fonctionne pas super bien quand on a une buse autre qu'une 0.4, donc il faut que je monte une buse ultimaker en dernière étape avant de revenir sur des tests d'impression de mon "support téléphone" pour en avoir un "correct".
Tu as une k8400 donc les causes sont certainement pas les mêmes mais j'ai vu sur une vidéo qu'un utilisateur se plaignait d'un défaut de planéité du verre d'un côté, ce point est à vérifier car mettre de la colle pour faire tenir une pièce qui se décolle à cause de mauvais appuis à certains endroit ne veut pas dire bien réussir sa première couche. Quand on pose une règle parfaitement plane sur le plateau il ne doit y avoir strictement aucun "jour" sur toute la surface. Le plateau doit rester plane à 60° voir 100° pour ceux qui impriment de l'ABS.
Par contre il y a des points communs à toutes les imprimantes :
- la première couche doit être parfaite
- le débit de filament doit être calibré et constant sans qu'il puisse y avoir des à-coups comme avec le système boden (cura ne sait pas bien corriger çà, slic3r encore moins, à ce qu'il parait simplify oui)
- la ventilation de la pièce doit être optimale
- le slicer doit être bien réglé par rapport au filament, la buse et le type de pièce à imprimer
- le STL ne doit pas avoir de défaut et la pièce conçue en fonction des contraintes d'impression
- l'imprimante ne doit pas avoir été montée avec les pieds lol
Pour l'instant il va falloir que je commande des bobines pour les nombreux ratages à prévoir lors de la conception de mon "fan nozzle"...
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Bave d'escargot...
![]() par statis Sam 18 Juil - 16:07
par statis Sam 18 Juil - 16:07
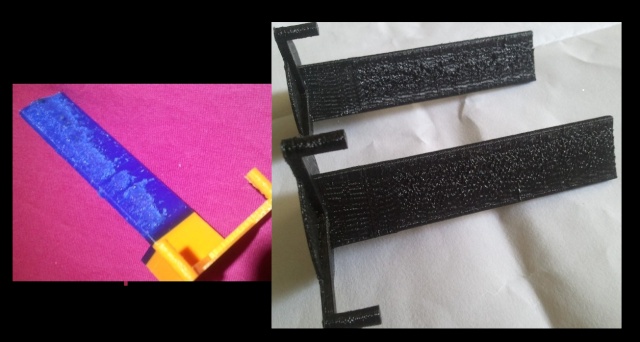
La ventilation était bien responsable en grande partie dans le défaut...
Voilà 3 versions, la plus à gauche a été imprimée avec le Fan nozzle moisi
En haut à droite avec le nouveau ventilateur de pièce équipé d'un ventilo de récup ainsi que d'un diffuseur avec trop de refoulement et en bas à droite avec ventilo 60m3/h avec diffuseur faible refoulement.
J'ai quand même un petit surplus de matière dont il faut que je trouve la source car il y a une granularité qui ne me plaît pas...
La première pièce a été imprimée en couches de 0.1, les deux autres en 0.2, c'est pour çà que la partie basse est un peu moins lisse.
Entre les trois y a pas photo !
Si :
Voilà 3 versions, la plus à gauche a été imprimée avec le Fan nozzle moisi
En haut à droite avec le nouveau ventilateur de pièce équipé d'un ventilo de récup ainsi que d'un diffuseur avec trop de refoulement et en bas à droite avec ventilo 60m3/h avec diffuseur faible refoulement.
J'ai quand même un petit surplus de matière dont il faut que je trouve la source car il y a une granularité qui ne me plaît pas...
La première pièce a été imprimée en couches de 0.1, les deux autres en 0.2, c'est pour çà que la partie basse est un peu moins lisse.
Entre les trois y a pas photo !
Si :
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Bave d'escargot...
![]() par statis Dim 23 Aoû - 21:20
par statis Dim 23 Aoû - 21:20
Cà s'améliore mais je ne peux encore donner d'astuce car en fait cette pièce est mon purgatoire que je ne pourrais quitter qu'en ayant viré suffisamment de défauts sur la k8200 de départ et surtout en ayant compris comment imprimer à la bonne température et calibrer l'extrudeur au poil, sans compter le retrait qui peut poser des problèmes de rupture de flux ou faire des rajouts de matière indésirables pour une telle pièce...
Chose étrange j'ai eut un bon résultat avec du PLA velleman blanc qui dort depuis un an mais j'ai pas pu faire de photo car il est parti encore chaud...
Avec de l'ESUN noir :

Chose étrange j'ai eut un bon résultat avec du PLA velleman blanc qui dort depuis un an mais j'ai pas pu faire de photo car il est parti encore chaud...
Avec de l'ESUN noir :
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
![]()
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum