Bourrage Extrudeur avec ABS
5 participants
![]()
 Bourrage Extrudeur avec ABS
Bourrage Extrudeur avec ABS
![]() par phijoly Mar 7 Oct - 9:36
par phijoly Mar 7 Oct - 9:36
Bonjour a tous.
Voila j'ai fait les essais avec la configuration d'ABS de Raby.
Je rencontre un petit problème, si vous pouviez m'aider
Voila je fait ma première pièce tout démarre bien et après +/- 15 Minutes l'extrudeur est bourré a l'intérieur d'ABS et plus rien ne sort.
Je doit tout démonter l'extrudeur et enlever l'ABS qui qui est compressé dans l'extrudeur
On dirait que l'ABS ne passe pas assez vite et tout ce comprime a l’intérieur.
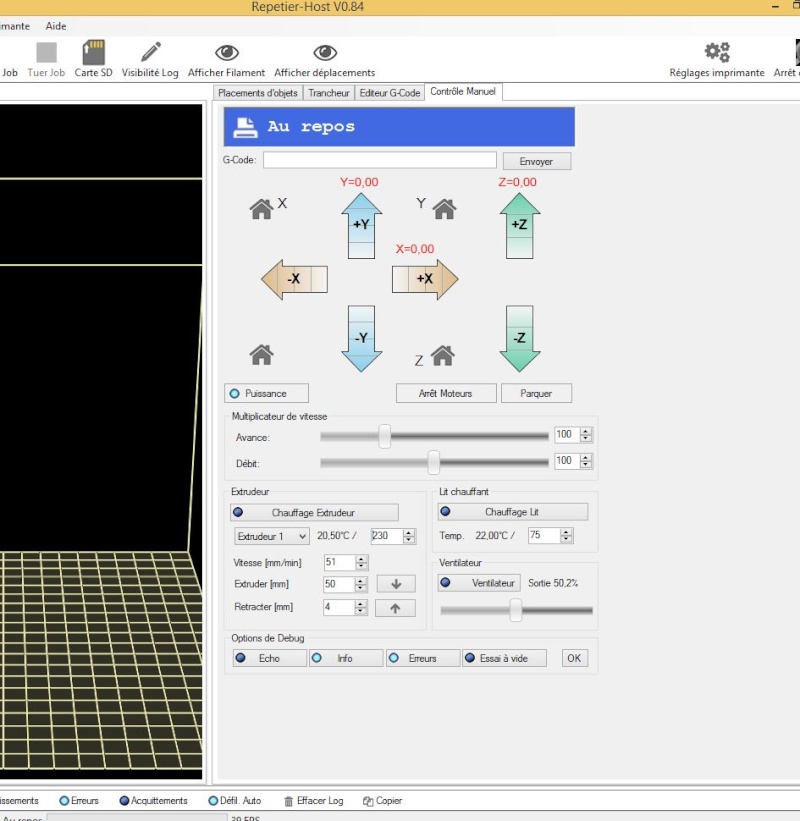
Donc j'ai bien mis les configurations de Raby, mon extrudeur chauffe a 230° le lit 70°.
On dirait que l'ABS ne sort pas assez vitre et se compresse dans l'extrudeur d’où le bouchage.
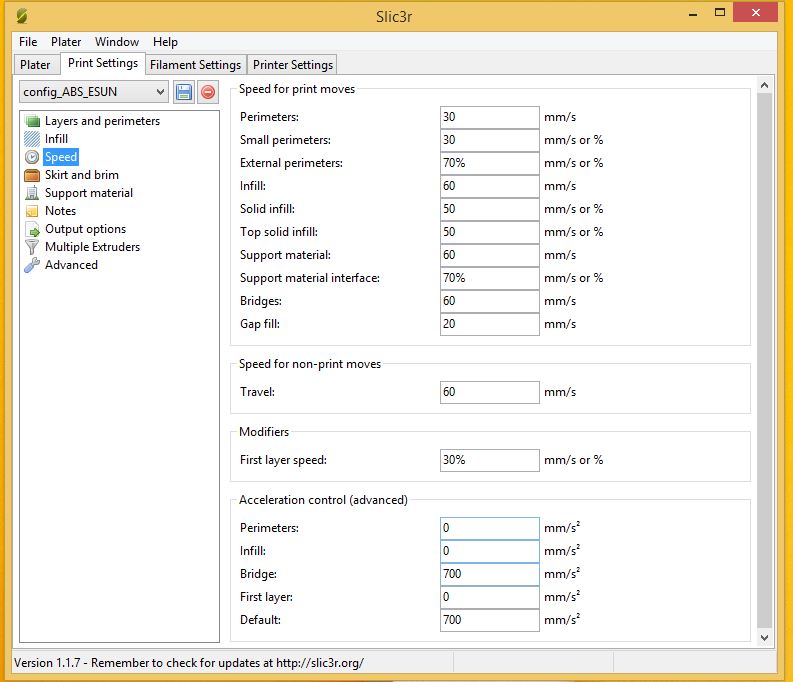
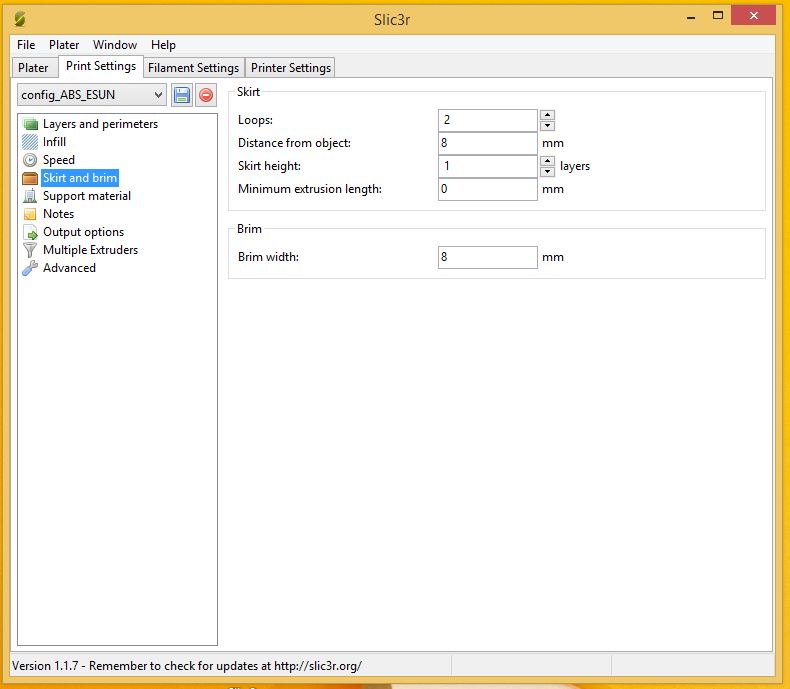
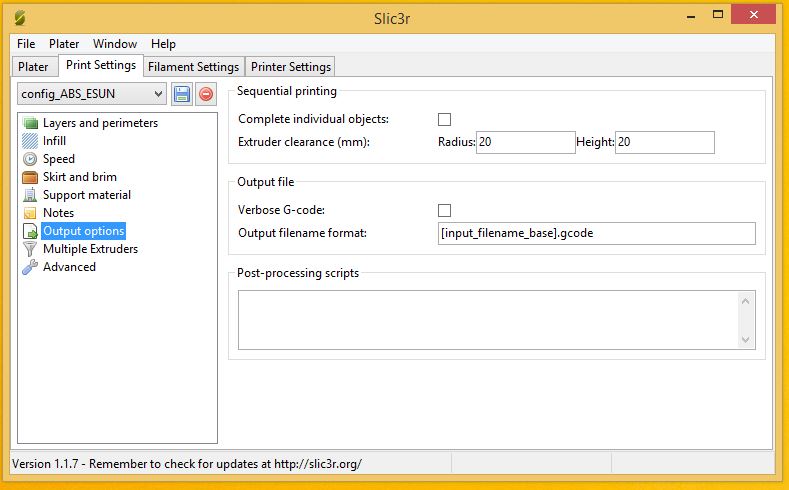
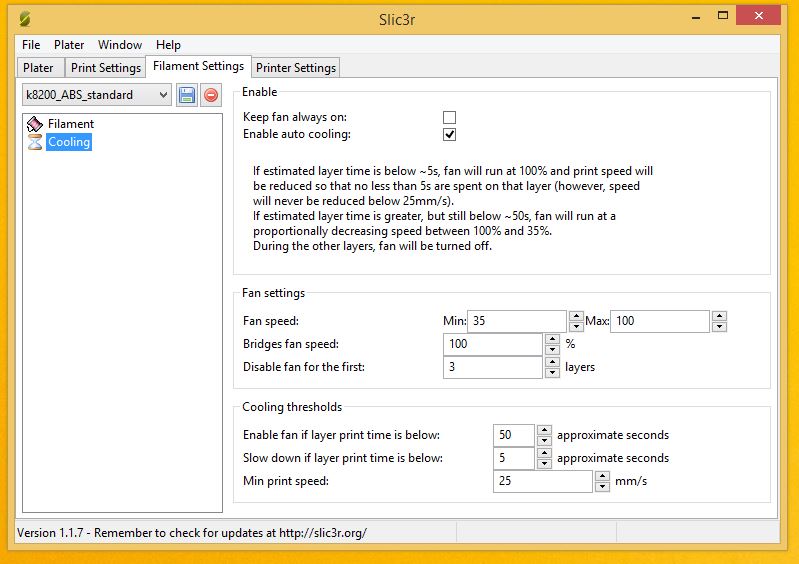
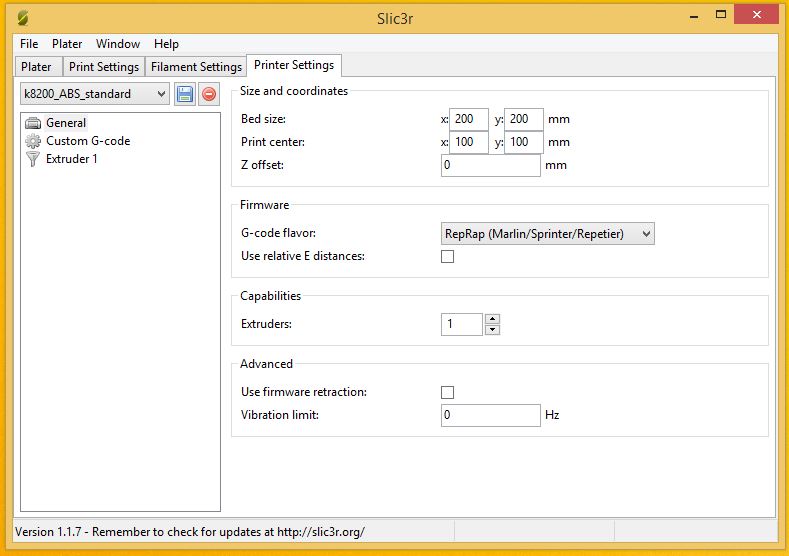
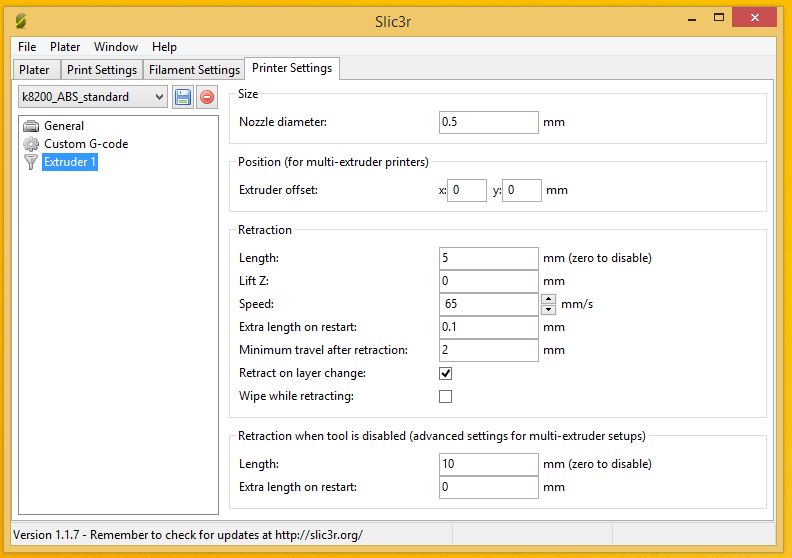
Je met les capture d’écran de ma configuration pour voir si vous ne voyez pas un problème dans mes configurations
buse d'extrusion: 0.5 mm
l'axe Z est toujours une tige filtrée d'origine et pas encore modifier avec une vis trapézoïdale
Filament ABS de marque Velleman
Une idée de mon problème
Merci de votre aide
Phijoly







Voila j'ai fait les essais avec la configuration d'ABS de Raby.
Je rencontre un petit problème, si vous pouviez m'aider
Voila je fait ma première pièce tout démarre bien et après +/- 15 Minutes l'extrudeur est bourré a l'intérieur d'ABS et plus rien ne sort.
Je doit tout démonter l'extrudeur et enlever l'ABS qui qui est compressé dans l'extrudeur
On dirait que l'ABS ne passe pas assez vite et tout ce comprime a l’intérieur.
Donc j'ai bien mis les configurations de Raby, mon extrudeur chauffe a 230° le lit 70°.
On dirait que l'ABS ne sort pas assez vitre et se compresse dans l'extrudeur d’où le bouchage.
Je met les capture d’écran de ma configuration pour voir si vous ne voyez pas un problème dans mes configurations
buse d'extrusion: 0.5 mm
l'axe Z est toujours une tige filtrée d'origine et pas encore modifier avec une vis trapézoïdale
Filament ABS de marque Velleman
Une idée de mon problème
Merci de votre aide
Phijoly
phijoly- Messages : 24
Date d'inscription : 15/09/2014
![]()
![]()
Re: Bourrage Extrudeur avec ABS
![]() par Tag Mar 7 Oct - 19:20
par Tag Mar 7 Oct - 19:20
Bonsoir,
je n'ai que peu imprimé en ABS à cause de l'odeur et de la fragilité du matériau, mais après le peu de tests que j'ai fait, il ne faut pas de ventilation du tout donc cooling à zéro mais par contre un lit bien chauffé tout le temps et surtout pas de courants d'air non plus, sinon la pièce à imprimer risque de se décoller sur les rebords.
je n'ai que peu imprimé en ABS à cause de l'odeur et de la fragilité du matériau, mais après le peu de tests que j'ai fait, il ne faut pas de ventilation du tout donc cooling à zéro mais par contre un lit bien chauffé tout le temps et surtout pas de courants d'air non plus, sinon la pièce à imprimer risque de se décoller sur les rebords.
Tag- Messages : 781
Date d'inscription : 26/03/2014
Age : 57
![]()
![]()
Re: Bourrage Extrudeur avec ABS
![]() par raby_ Mer 8 Oct - 6:22
par raby_ Mer 8 Oct - 6:22
Je n'ai jamais eu de problème de bourrage avec l'ABS.
Pour l'ABS il ne faut pas de cooling en effet. J'en mets quand même un peu pour les petites surfaces sinon elles sont fondues par la chaleur de la buse. Mais dans ce cas il faut absolument avoir un "airduct" qui envoie l'air sur la pièce et pas sur l'extrudeur qui sinon est trop refroidi. Or il me semble avoir vu sur une de tes photos que tu as le tube proposé par Velleman. Il n'est pas assez directionnel et va forcément refroidir l'extrudeur.
Fais tes prochains essais en supprimant le cooling et aussi en mettant l'infill sur "honeycomb". Dans la config que je t'ai envoyé, l'infill est sur 1 pour faire des pièces pleines et le 'rectilinear" est obligatoire mais le nid d'abeille donne le meilleur résultat pour les pièces creuses.
Pour l'ABS il ne faut pas de cooling en effet. J'en mets quand même un peu pour les petites surfaces sinon elles sont fondues par la chaleur de la buse. Mais dans ce cas il faut absolument avoir un "airduct" qui envoie l'air sur la pièce et pas sur l'extrudeur qui sinon est trop refroidi. Or il me semble avoir vu sur une de tes photos que tu as le tube proposé par Velleman. Il n'est pas assez directionnel et va forcément refroidir l'extrudeur.
Fais tes prochains essais en supprimant le cooling et aussi en mettant l'infill sur "honeycomb". Dans la config que je t'ai envoyé, l'infill est sur 1 pour faire des pièces pleines et le 'rectilinear" est obligatoire mais le nid d'abeille donne le meilleur résultat pour les pièces creuses.

raby_- Messages : 858
Date d'inscription : 15/01/2014 -

![]()
![]()
Re: Bourrage Extrudeur avec ABS
![]() par phijoly Jeu 9 Oct - 11:33
par phijoly Jeu 9 Oct - 11:33
Bonjour a tous.
voila j'ai trouvé pourquoi l'extrudeur se bouche, je vais expliquer ce qui se passe pour aider d'autre qui aurait le mêmes problème.
c'est tout simplement une pièce que j'ai essayé de faire depuis le début et c'est la le problème c'est que je n'ai pas essayé une autre pièce, car cette pièce la a un problème et c'est ce problème qui bouche l'extrudeur.

cette pièce est la poulie t18 pour modifier l'axe Z de l'explication de Raby.
Quand je fait les autres pièces aucun bouchage.
le problème de cette pièce et qui bouche l'extrudeur c'est qu'a chaque dent l'extrudeur viens déposer une pointe d'ABS, donc a chaque dent , l'engrenage de l'extrudeur arrête et tourne en sens contraire 1/2 seconde pour arrêter que l'ABS ne continue et a la dent suivant revient a sa position ce qui est normale, mais ce qui n'est pas normale pour lui c'est la quantité de fois qu'il le fait et a la longue et bien ça fait un bourrage, a la longue de sortir l'ABS et de le remettre ça bourre.
Je sais pas si j'ai bien expliqué ce qui se passe , désolé si je n'explique pas bien
Donc la configuration et bonne c'est la pièce le problème.
si vous avez une idée du pourquoi et du comment, ou une idée pour remédier a ce problème, car je sais pas imprimer cette pièce
merci de votre aide..
Phijoly
voila j'ai trouvé pourquoi l'extrudeur se bouche, je vais expliquer ce qui se passe pour aider d'autre qui aurait le mêmes problème.
c'est tout simplement une pièce que j'ai essayé de faire depuis le début et c'est la le problème c'est que je n'ai pas essayé une autre pièce, car cette pièce la a un problème et c'est ce problème qui bouche l'extrudeur.
cette pièce est la poulie t18 pour modifier l'axe Z de l'explication de Raby.
Quand je fait les autres pièces aucun bouchage.
le problème de cette pièce et qui bouche l'extrudeur c'est qu'a chaque dent l'extrudeur viens déposer une pointe d'ABS, donc a chaque dent , l'engrenage de l'extrudeur arrête et tourne en sens contraire 1/2 seconde pour arrêter que l'ABS ne continue et a la dent suivant revient a sa position ce qui est normale, mais ce qui n'est pas normale pour lui c'est la quantité de fois qu'il le fait et a la longue et bien ça fait un bourrage, a la longue de sortir l'ABS et de le remettre ça bourre.
Je sais pas si j'ai bien expliqué ce qui se passe , désolé si je n'explique pas bien
Donc la configuration et bonne c'est la pièce le problème.
si vous avez une idée du pourquoi et du comment, ou une idée pour remédier a ce problème, car je sais pas imprimer cette pièce
merci de votre aide..
Phijoly
phijoly- Messages : 24
Date d'inscription : 15/09/2014
![]()
![]()
Re: Bourrage Extrudeur avec ABS
![]() par TheBugLife Jeu 9 Oct - 13:59
par TheBugLife Jeu 9 Oct - 13:59
Pour imprimer ce genre de pièce il suffit de mettre le retract à 0
TheBugLife- Messages : 208
Date d'inscription : 12/01/2014
![]()
![]()
Re: Bourrage Extrudeur avec ABS
![]() par TB1065 Jeu 9 Oct - 14:53
par TB1065 Jeu 9 Oct - 14:53
Bien content que tu ais resolu to problème 
TB1065- Messages : 169
Date d'inscription : 13/01/2014
Age : 59
Localisation : La Louvière
![]()
![]()
Re: Bourrage Extrudeur avec ABS
![]() par raby_ Ven 10 Oct - 5:59
par raby_ Ven 10 Oct - 5:59
C'est quand même curieux car j'ai imprimé toutes ces pièces en ABS sans avoir jamais eu le problème...
Les dents sont larges et je pense qu'elle devraient être imprimées en continu sans rétraction, simplement en en suivant le contour.
Les dents sont larges et je pense qu'elle devraient être imprimées en continu sans rétraction, simplement en en suivant le contour.
raby_- Messages : 858
Date d'inscription : 15/01/2014 -
![]()
![]()
![]()

 Sujets similaires
Sujets similaires» Tête de l'extrudeur
» L'extrudeur
» L'extrudeur se bouche
» Modifier les pas/mm de l'Extrudeur
» modification de l'extrudeur
» L'extrudeur
» L'extrudeur se bouche
» Modifier les pas/mm de l'Extrudeur
» modification de l'extrudeur
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum