Simplify 3d
2 participants
Forum Imprimante 3D en français - K8200 & autres :: Problèmes généraux, non liés à une imprimante spécifique
Page 1 sur 1
![]()
 Simplify 3d
Simplify 3d
![]() par TheBugLife Ven 24 Oct - 21:20
par TheBugLife Ven 24 Oct - 21:20
J'ai préférai créer un topic pour ce sujet.
Peux tu me dire s'il y a possibilité d'essayer le logiciel avant de l'acheter ?
Sinon, pourrais tu partager ta config ?
Tag a écrit:Bonjour,
la K8200 tourne très bien avec Simplify 3d, je l'ai acheté car j'étais fatigué des réglages Slicr et j'en suis satisfait mais j'utilise toujours repetier parfois pour certaines pièces car Simplify 3d comporte quand même pas mal de bugs, mais c'est un soft très très rapide.
Peux tu me dire s'il y a possibilité d'essayer le logiciel avant de l'acheter ?
Sinon, pourrais tu partager ta config ?
TheBugLife- Messages : 208
Date d'inscription : 12/01/2014
![]()
![]()
Re: Simplify 3d
![]() par Tag Sam 25 Oct - 19:54
par Tag Sam 25 Oct - 19:54
Salut TheBugLife,
je ne crois pas qu'il soit possible d'essayer le soft.
J'ai un nez de 0.4, si tu veux donne moi un lien sur un stl et je posterais un lien vers un gcode si tu le souhaite. Qualité high 0.1layer, medium 0.2 et fast 0.3.
Les vitesses sont rapides mais la qualité est quand même au rendez vous.
Ci-après l'êntête d'un gcode du couvercle à deux ventilos pour avoir une petite idée.
; G-Code generated by Simplify3D(TM) Version 2.1.2
; oct. 24, 2014 at 4:50:31
; Settings Summary
; processName,Process1
; applyToModels,3D_Board_cover_base,double_board_cover_open
; printMaterial,PLA
; printQuality,Fast
; extruderName,Extruder 1
; extruderToolheadNumber,0
; extruderDiameter,0.4
; extruderAutoWidth,1
; extruderWidth,0.48
; extrusionMultiplier,1.02
; extruderUseRetract,1
; extruderRetractionDistance,1
; extruderExtraRestartDistance,0
; extruderRetractionZLift,0
; extruderRetractionSpeed,1800
; extruderUseCoasting,0
; extruderCoastingDistance,0.2
; extruderUseWipe,0
; extruderWipeDistance,5
; primaryExtruder,0
; layerHeight,0.3
; topSolidLayers,3
; bottomSolidLayers,3
; perimeterOutlines,2
; printPerimetersInsideOut,1
; startPointOption,2
; startPointOriginX,0
; startPointOriginY,0
; startPointOriginZ,300
; sequentialIslands,1
; spiralVaseMode,0
; firstLayerHeightRatio,1.23
; firstLayerUnderspeed,0.5
; useRaft,0
; raftLayers,3
; raftOffset,3
; raftSeparationDistance,0.14
; raftInfill,85
; disableRaftBaseLayers,0
; useSkirt,1
; skirtLayers,1
; skirtOutlines,2
; skirtOffset,4
; infillExtruder,0
; externalInfillPattern,Rectilinear
; infillPercentage,15
; outlineOverlapPercentage,15
; minInfillLength,5
; infillLayerInterval,1
; randomInfillStartPoint,1
; infillAngles,45,-45
; generateSupport,0
; supportExtruder,0
; supportInfill,25
; supportExtraInflation,0
; supportLayerInterval,1
; supportHorizontalPartOffset,0.3
; supportUpperSeparationLayers,1
; supportLowerSeparationLayers,1
; supportGridSpacing,4
; maxOverhangAngle,45
; supportAngles,0
; temperatureName,Extruder 1 Temperature,Heated Bed
; temperatureNumber,0,0
; temperatureSetpointCount,1,3
; temperatureSetpointLayers,1,1,2,20
; temperatureSetpointTemperatures,195,60,55,50
; temperatureStabilizeAtStartup,1,1
; temperatureHeatedBed,0,1
; temperatureRelayBetweenLayers,0,0
; temperatureRelayBetweenLoops,0,0
; fanLayers,1,2
; fanSpeeds,0,100
; blipFanToFullPower,0
; adjustSpeedForCooling,1
; minSpeedLayerTime,15
; minCoolingSpeedSlowdown,20
; increaseFanForCooling,0
; minFanLayerTime,45
; maxCoolingFanSpeed,100
; increaseFanForBridging,0
; bridgingFanSpeed,100
; use5D,1
; relativeEdistances,0
; allowEaxisZeroing,1
; includeM10123,0
; stickySupport,1
; detectArcs,0
; arcReplaceG2G3,0
; arcRadialCompensation,1
; gcodeXoffset,0
; gcodeYoffset,0
; gcodeZoffset,0
; overrideMachineDefinition,0
; machineTypeOverride,0
; strokeXoverride,215
; strokeYoverride,215
; strokeZoverride,200
; originOffsetXoverride,0
; originOffsetYoverride,0
; originOffsetZoverride,0
; homeXdirOverride,-1
; homeYdirOverride,-1
; homeZdirOverride,-1
; flipXoverride,1
; flipYoverride,-1
; flipZoverride,1
; startingGcode,G28 ; home all axes
; layerChangeGcode,
; toolChangeGcode,
; endingGcode,M104 S0 ; turn off extruder,M140 S0 ; turn off bed,G28 X0;,G28 Y0;,M107;,M84 ; disable motors
; createX3G,0
; celebration,0
; celebrationSong,Random Song
; postProcessing,
; defaultSpeed,3600
; outlineUnderspeed,0.5
; supportUnderspeed,0.8
; rapidXYspeed,4800
; rapidZspeed,1000
; minBridgingArea,50
; bridgingExtrusionMultiplier,1
; bridgingSpeedMultiplier,1
; filamentDiameter,2.92
; filamentPricePerKg,18
; useMinPrintHeight,0
; minPrintHeight,0
; useMaxPrintHeight,0
; maxPrintHeight,0
; overlapRemoval,0
; overlapRemovalPercentage,0.3
; useDiaphragm,0
; diaphragmLayerInterval,20
; robustSlicing,1
; mergeAllIntoSolid,0
; onlyRetractWhenCrossingOutline,1
; retractBetweenLayers,1
; useRetractionMinTravel,0
; retractionMinTravel,3
; useRetractionOozeRate,0
; retractionOozeRate,100
; onlyWipeOutlines,1
je ne crois pas qu'il soit possible d'essayer le soft.
J'ai un nez de 0.4, si tu veux donne moi un lien sur un stl et je posterais un lien vers un gcode si tu le souhaite. Qualité high 0.1layer, medium 0.2 et fast 0.3.
Les vitesses sont rapides mais la qualité est quand même au rendez vous.
Ci-après l'êntête d'un gcode du couvercle à deux ventilos pour avoir une petite idée.
; G-Code generated by Simplify3D(TM) Version 2.1.2
; oct. 24, 2014 at 4:50:31
; Settings Summary
; processName,Process1
; applyToModels,3D_Board_cover_base,double_board_cover_open
; printMaterial,PLA
; printQuality,Fast
; extruderName,Extruder 1
; extruderToolheadNumber,0
; extruderDiameter,0.4
; extruderAutoWidth,1
; extruderWidth,0.48
; extrusionMultiplier,1.02
; extruderUseRetract,1
; extruderRetractionDistance,1
; extruderExtraRestartDistance,0
; extruderRetractionZLift,0
; extruderRetractionSpeed,1800
; extruderUseCoasting,0
; extruderCoastingDistance,0.2
; extruderUseWipe,0
; extruderWipeDistance,5
; primaryExtruder,0
; layerHeight,0.3
; topSolidLayers,3
; bottomSolidLayers,3
; perimeterOutlines,2
; printPerimetersInsideOut,1
; startPointOption,2
; startPointOriginX,0
; startPointOriginY,0
; startPointOriginZ,300
; sequentialIslands,1
; spiralVaseMode,0
; firstLayerHeightRatio,1.23
; firstLayerUnderspeed,0.5
; useRaft,0
; raftLayers,3
; raftOffset,3
; raftSeparationDistance,0.14
; raftInfill,85
; disableRaftBaseLayers,0
; useSkirt,1
; skirtLayers,1
; skirtOutlines,2
; skirtOffset,4
; infillExtruder,0
; externalInfillPattern,Rectilinear
; infillPercentage,15
; outlineOverlapPercentage,15
; minInfillLength,5
; infillLayerInterval,1
; randomInfillStartPoint,1
; infillAngles,45,-45
; generateSupport,0
; supportExtruder,0
; supportInfill,25
; supportExtraInflation,0
; supportLayerInterval,1
; supportHorizontalPartOffset,0.3
; supportUpperSeparationLayers,1
; supportLowerSeparationLayers,1
; supportGridSpacing,4
; maxOverhangAngle,45
; supportAngles,0
; temperatureName,Extruder 1 Temperature,Heated Bed
; temperatureNumber,0,0
; temperatureSetpointCount,1,3
; temperatureSetpointLayers,1,1,2,20
; temperatureSetpointTemperatures,195,60,55,50
; temperatureStabilizeAtStartup,1,1
; temperatureHeatedBed,0,1
; temperatureRelayBetweenLayers,0,0
; temperatureRelayBetweenLoops,0,0
; fanLayers,1,2
; fanSpeeds,0,100
; blipFanToFullPower,0
; adjustSpeedForCooling,1
; minSpeedLayerTime,15
; minCoolingSpeedSlowdown,20
; increaseFanForCooling,0
; minFanLayerTime,45
; maxCoolingFanSpeed,100
; increaseFanForBridging,0
; bridgingFanSpeed,100
; use5D,1
; relativeEdistances,0
; allowEaxisZeroing,1
; includeM10123,0
; stickySupport,1
; detectArcs,0
; arcReplaceG2G3,0
; arcRadialCompensation,1
; gcodeXoffset,0
; gcodeYoffset,0
; gcodeZoffset,0
; overrideMachineDefinition,0
; machineTypeOverride,0
; strokeXoverride,215
; strokeYoverride,215
; strokeZoverride,200
; originOffsetXoverride,0
; originOffsetYoverride,0
; originOffsetZoverride,0
; homeXdirOverride,-1
; homeYdirOverride,-1
; homeZdirOverride,-1
; flipXoverride,1
; flipYoverride,-1
; flipZoverride,1
; startingGcode,G28 ; home all axes
; layerChangeGcode,
; toolChangeGcode,
; endingGcode,M104 S0 ; turn off extruder,M140 S0 ; turn off bed,G28 X0;,G28 Y0;,M107;,M84 ; disable motors
; createX3G,0
; celebration,0
; celebrationSong,Random Song
; postProcessing,
; defaultSpeed,3600
; outlineUnderspeed,0.5
; supportUnderspeed,0.8
; rapidXYspeed,4800
; rapidZspeed,1000
; minBridgingArea,50
; bridgingExtrusionMultiplier,1
; bridgingSpeedMultiplier,1
; filamentDiameter,2.92
; filamentPricePerKg,18
; useMinPrintHeight,0
; minPrintHeight,0
; useMaxPrintHeight,0
; maxPrintHeight,0
; overlapRemoval,0
; overlapRemovalPercentage,0.3
; useDiaphragm,0
; diaphragmLayerInterval,20
; robustSlicing,1
; mergeAllIntoSolid,0
; onlyRetractWhenCrossingOutline,1
; retractBetweenLayers,1
; useRetractionMinTravel,0
; retractionMinTravel,3
; useRetractionOozeRate,0
; retractionOozeRate,100
; onlyWipeOutlines,1
Tag- Messages : 781
Date d'inscription : 26/03/2014
Age : 57
![]()
![]()
Re: Simplify 3d
![]() par TheBugLife Dim 26 Oct - 9:58
par TheBugLife Dim 26 Oct - 9:58
Merci pour ces infos, je m'occupe cette semaine de trouver un stl pour avoir un aperçu du résultat.
Sinon, quand tu dis la qualité est au rendez vous, je suppose que tu peux choisir le niveau de qualité ?
Sinon, est ce que le résultat est meilleur qu'avec Repetier et Slic3r ?
Sinon, quand tu dis la qualité est au rendez vous, je suppose que tu peux choisir le niveau de qualité ?
Sinon, est ce que le résultat est meilleur qu'avec Repetier et Slic3r ?
TheBugLife- Messages : 208
Date d'inscription : 12/01/2014
![]()
![]()
Re: Simplify 3d
![]() par Tag Dim 26 Oct - 17:51
par Tag Dim 26 Oct - 17:51
Salut,
oui, tu peux très facilement modifier la qualité, d'ailleurs les réglages par défaut du soft te proposent 3 qualités, rapide, moyen ou haute qualité. Pour un nez de 04 ça passe d'un EW de 0.3 à 0.2 puis 0.1.
Les menus de réglage sont fait via un onglet principal, c'est pas trop mal foutu dans l'ensemble.
Bon, c'est 100 € quand même le soft, mais je suis parti du principe que l'impression 3d est un hobby avant tout. Je suis franchement satisfait de ma dépense pour 90 pour cent des impressions que je réalise.
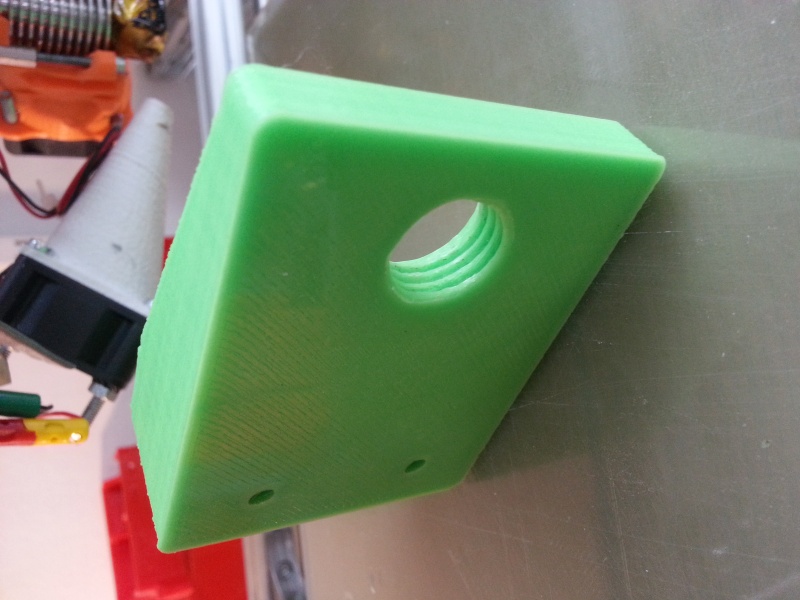
Ci après une petite photo d'un adaptateur pour Dremel (modification du post original)
oui, tu peux très facilement modifier la qualité, d'ailleurs les réglages par défaut du soft te proposent 3 qualités, rapide, moyen ou haute qualité. Pour un nez de 04 ça passe d'un EW de 0.3 à 0.2 puis 0.1.
Les menus de réglage sont fait via un onglet principal, c'est pas trop mal foutu dans l'ensemble.
Bon, c'est 100 € quand même le soft, mais je suis parti du principe que l'impression 3d est un hobby avant tout. Je suis franchement satisfait de ma dépense pour 90 pour cent des impressions que je réalise.
Ci après une petite photo d'un adaptateur pour Dremel (modification du post original)
Dernière édition par Tag le Mer 29 Oct - 18:54, édité 1 fois (Raison : mise à jour objective)
Tag- Messages : 781
Date d'inscription : 26/03/2014
Age : 57
![]()
![]()
![]()
Forum Imprimante 3D en français - K8200 & autres :: Problèmes généraux, non liés à une imprimante spécifique
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum|
|
|