Impression en ABS
Page 1 sur 4 • 1, 2, 3, 4 ![]()
![]()
 Impression en ABS
Impression en ABS
![]() par raby_ Jeu 30 Jan - 14:38
par raby_ Jeu 30 Jan - 14:38
Pourquoi utiliser l'ABS?
J'y vois plusieurs avantages:
- Le matériau est plus durable dans le temps (le PLA est bio-dégradable et vieillit mal).
- L'ABS est mécaniquement plus solide tout en étant plus léger (densité 1 au lieu de 1.25).
- L'ABS peut être collé facilement (colle pour PVC, acétone...)
- L'ABS se ponce facilement et de petits défauts peuvent être rattrapés facilement avec un "lait d'ABS" (ABS dissout dans de l'acétone). Quand on ponce du PLA, il a tendance à fondre mais pas l'ABS.
Restait le problème de l'adhérence. Évitons le ruineux Kapton. En fouinant j'ai trouvé et testé un truc tout simple et qui fonctionne : badigeonner le lit avec un tube de colle genre Pritt ou Uhu. Ça colle du tonnerre et même parfois trop. Avec ça une température de 65° suffit amplement. Seul inconvénient : ça colle vraiment trop bien et pour nettoyer le lit c'est galère (il faut le gratter avec un cutter). je n'ai pas encore trouver un solvant ad-hoc mais pas testé grand chose non plus).
Reste la température d'extrusion. Mes premiers essais aux températures recommandées (240-245°) débordaient et dégoulinaient de partout. En diminuant progressivement je suis maintenant à 220° pour un résultat acceptable et je pense pouvoir diminuer encore un peu.
Encore un avantage de l'ABS, il n'y a plus de fils. Juste de tout petits picots (qui diminuent avec la température). Il y a parfois de petits défauts dans l'extrusion (micro-trous) qui sont peut être dus à des irrégularités dans la qualité du matériau (eux aussi diminuant avec la t°).
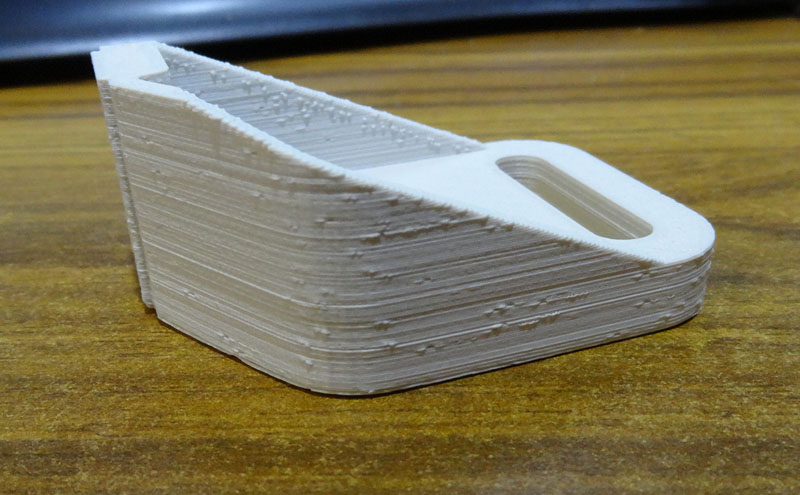
Un dessin valant mieux qu'un long discours, voici un exemple avec ma dernière pièce.
Le brut de décoffrage est correct mais pas parfait (il y a notamment un décalage des couches car mes poulies X et Y sont plus excentrées qu'avant (j'en ai commandé d'autres).
Voilà le brut de décoffrage :

Et après 5 minutes (ponçage rapide et essuyé avec un lait d'ABS) :

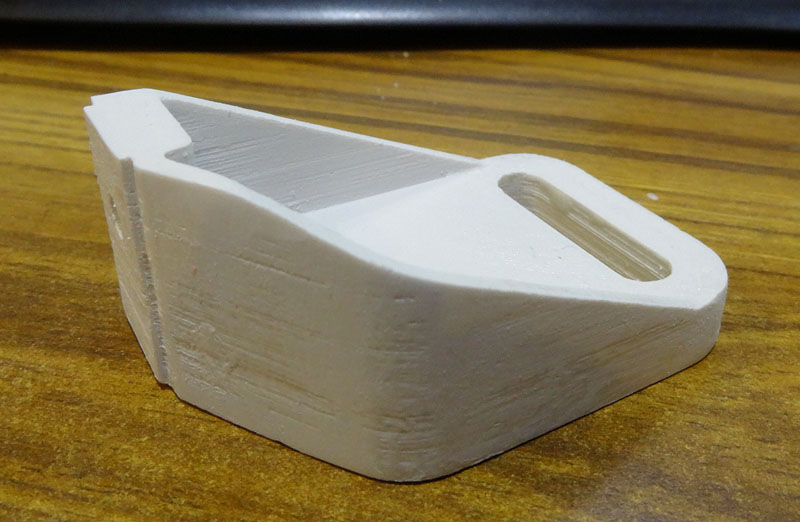
Pas encore parfait mais avec de la patience on peut améliorer.
Il y a un truc pour avoir une surface parfaite, c'est de mettre la pièce quelques minutes dans un bain de vapeurs d'acétone : la surface devient lisse et brillante.

raby_- Messages : 858
Date d'inscription : 15/01/2014 -

![]()
![]()
Re: Impression en ABS
![]() par Twisterx Jeu 30 Jan - 14:44
par Twisterx Jeu 30 Jan - 14:44
bon bah je vais m'y mettre, j'allais passer une commande justement.
et en passant j'ai commander la hot end j-head, j'aurais j'espere de bon resultat.
pour les bains de vapeur d'acetone, j'ai vu qu'avec une fritteuse premier prix c'etait pas trop mal, car y'a un panier et surtout un couvercle. a voir
Twisterx- Messages : 136
Date d'inscription : 13/01/2014
Age : 45
Localisation : devant mon imprimante 3D
![]()
![]()
Re: Impression en ABS
![]() par raby_ Jeu 30 Jan - 15:13
par raby_ Jeu 30 Jan - 15:13
Sans investir on peut utiliser un bocal à stériliser sur une plaque électrique (éviter le gazTwisterx a écrit:pour les bains de vapeur d'acetone, j'ai vu qu'avec une fritteuse premier prix c'etait pas trop mal, car y'a un panier et surtout un couvercle. a voir
 ).
).
raby_- Messages : 858
Date d'inscription : 15/01/2014 -
![]()
![]()
Re: Impression en ABS
![]() par raby_ Jeu 30 Jan - 15:46
par raby_ Jeu 30 Jan - 15:46
Pour l'instant j'utilise des couches de 0.25 (0.3 pour la première).
Les températures :
Lit : 65°
Extrudeur : 220° (230 pour la première couche).
Comme ça dégoulinait de partout j'ai mis un peu de cooling (min 25 et max 50).
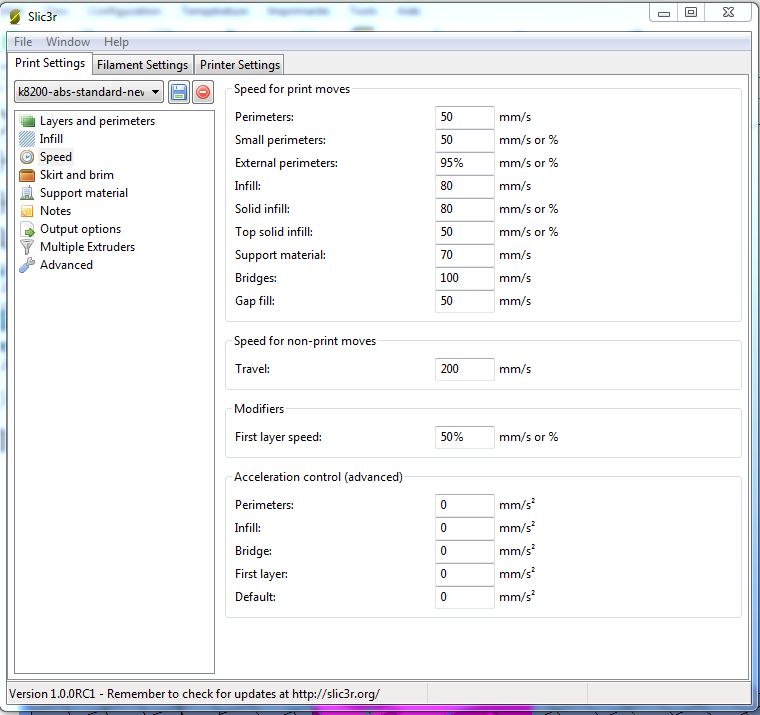
Speed :
Advanced :

raby_- Messages : 858
Date d'inscription : 15/01/2014 -
![]()
![]()
Re: Impression en ABS
![]() par Twisterx Jeu 30 Jan - 16:41
par Twisterx Jeu 30 Jan - 16:41
Twisterx- Messages : 136
Date d'inscription : 13/01/2014
Age : 45
Localisation : devant mon imprimante 3D
![]()
![]()
Re: Impression en ABS
![]() par TB1065 Ven 31 Jan - 7:19
par TB1065 Ven 31 Jan - 7:19
et moi qui voulais abandonner l'ABS pour ne plus faire que du PLA. principalement a cause des odeurs dans la maison...
TB1065- Messages : 169
Date d'inscription : 13/01/2014
Age : 59
Localisation : La Louvière
![]()
![]()
Re: Impression en ABS
![]() par raby_ Ven 31 Jan - 8:09
par raby_ Ven 31 Jan - 8:09
Ceux qui ne sont pas affichés dans mon post sont sensiblement pareils. Je dois encore affiner les réglages mais j'attends tout le matériel que j'ai commandé (vis trapézoïdales, poulies et courroies GT2 pour les axes X/Y etc.) avant de chipoter.Twisterx a écrit:et hormis la température, y'a beaucoup de différence avec tes réglage PLA?
raby_- Messages : 858
Date d'inscription : 15/01/2014 -
![]()
![]()
Re: Impression en ABS
![]() par TheBugLife Ven 31 Jan - 8:53
par TheBugLife Ven 31 Jan - 8:53
Car de mon coté, juste en mettant une vis trapézoïdale en Z, le résultat est devenu parfait.
TheBugLife- Messages : 208
Date d'inscription : 12/01/2014
![]()
![]()
Re: Impression en ABS
![]() par raby_ Lun 3 Fév - 7:24
par raby_ Lun 3 Fév - 7:24
raby_- Messages : 858
Date d'inscription : 15/01/2014 -
![]()
![]()
Re: Impression en ABS
![]() par DaveB85 Lun 3 Fév - 19:02
par DaveB85 Lun 3 Fév - 19:02
Pour ma part j'ai pas commencé mes carters pour protéger la machine des poussières et l'homme des vapeurs...
DaveB85- Messages : 97
Date d'inscription : 12/01/2014
![]()
![]()
Re: Impression en ABS
![]() par raby_ Jeu 6 Fév - 16:00
par raby_ Jeu 6 Fév - 16:00
Voilà un anneau de 3 mm d'épaisseur pour adapter un roulement de 19 mm dan sun trou de 22 mm. Les cotes sont nickel.

Voilà ma config Slic3r (clic droit/enregistrer sous).
raby_- Messages : 858
Date d'inscription : 15/01/2014 -
![]()
![]()
Re: Impression en ABS
![]() par Maxdgdg Jeu 6 Fév - 16:27
par Maxdgdg Jeu 6 Fév - 16:27

Maxdgdg- Admin
- Messages : 382
Date d'inscription : 12/01/2014
Age : 52
Localisation : Ardennes -
![]()
![]()
Re: Impression en ABS
![]() par Twisterx Jeu 6 Fév - 16:57
par Twisterx Jeu 6 Fév - 16:57
t'es sur que c'est imprimé avec une k8200??
Twisterx- Messages : 136
Date d'inscription : 13/01/2014
Age : 45
Localisation : devant mon imprimante 3D
![]()
![]()
Re: Impression en ABS
![]() par raby_ Jeu 6 Fév - 17:15
par raby_ Jeu 6 Fév - 17:15
Twisterx a écrit:t'es sur que c'est imprimé avec une k8200??
J'ai même pas encore fait les modifs de mes différents axes car les pièces arrivent au compte goutte.
Je dois encore tester un truc c'est d'imprimer avec de la laque sur le miroir. Ça marche bien pour le PLA mais j'ai lu que certains l'utilisent avec l'ABS. Mon premier essai aux températures habituelles n'a pas été vraiment concluant.
Ah et en imprimant à 220° il n'y a quasi pas d'odeur. Il faudra que je teste en descendant encore un peu.
raby_- Messages : 858
Date d'inscription : 15/01/2014 -
![]()
![]()
Re: Impression en ABS
![]() par TheBugLife Jeu 6 Fév - 18:03
par TheBugLife Jeu 6 Fév - 18:03
Par contre as tu effectué une calibration ou autre chose pour avoir des côtes juste ? car moi j'ai toujours les trous qui ont un diamètre légèrement inférieur.
TheBugLife- Messages : 208
Date d'inscription : 12/01/2014
![]()
![]()
Re: Impression en ABS
![]() par raby_ Jeu 6 Fév - 20:18
par raby_ Jeu 6 Fév - 20:18
raby_- Messages : 858
Date d'inscription : 15/01/2014 -
![]()
![]()
Re: Impression en ABS
![]() par Twisterx Ven 7 Fév - 9:54
par Twisterx Ven 7 Fév - 9:54
et en effet y'a absolument rien a voir avec le PLA, c'est carrément plus beau
dés que j'aurais plus de temps je regarderais pour affiner les couches.
merci raby pour ta conf elle est au top
par contre sur des pièces un peu haute, j'ai a un moment une couche qui se détache au refroidissement.
peut être qu'il faut monter la température?
Twisterx- Messages : 136
Date d'inscription : 13/01/2014
Age : 45
Localisation : devant mon imprimante 3D
![]()
![]()
Re: Impression en ABS
![]() par raby_ Ven 7 Fév - 13:34
par raby_ Ven 7 Fév - 13:34
Avec des températures plus hautes, l'ABS "éclate" (crépite comme des étincelles) et a tendance à couler. Si tu veux essayer d'augmenter la température ne dépasse pas 230 et augmente peut-être un peu le refroidissement. Ou mieux garde les mêmes températures en diminuant le refroidissement mais sans le supprimer complètement.
raby_- Messages : 858
Date d'inscription : 15/01/2014 -
![]()
![]()
Re: Impression en ABS
![]() par Twisterx Ven 7 Fév - 14:49
par Twisterx Ven 7 Fév - 14:49
par contre je viens de m'appercevoir que toute mes impressions ont 1mm manquant. une idée?
est ce que l'abs ce retracte au refroidissement?
Twisterx- Messages : 136
Date d'inscription : 13/01/2014
Age : 45
Localisation : devant mon imprimante 3D
![]()
![]()
Re: Impression en ABS
![]() par raby_ Ven 7 Fév - 15:36
par raby_ Ven 7 Fév - 15:36
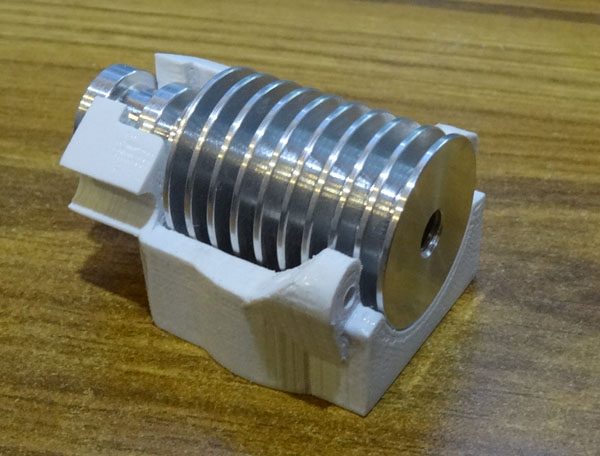
Exemple : je viens d'imprimer ce support pour tête E3D et c'est juste au mm.
raby_- Messages : 858
Date d'inscription : 15/01/2014 -
![]()
![]()
Re: Impression en ABS
![]() par Twisterx Ven 7 Fév - 16:02
par Twisterx Ven 7 Fév - 16:02
alors que le modèle 3d fait les bonnes mesures.
étrange.... je vais tester plusieurs température.
Twisterx- Messages : 136
Date d'inscription : 13/01/2014
Age : 45
Localisation : devant mon imprimante 3D
![]()
![]()
Re: Impression en ABS
![]() par raby_ Ven 7 Fév - 20:39
par raby_ Ven 7 Fév - 20:39
raby_- Messages : 858
Date d'inscription : 15/01/2014 -
![]()
![]()
Re: Impression en ABS
![]() par TheBugLife Sam 8 Fév - 15:06
par TheBugLife Sam 8 Fév - 15:06
Mon seul problème est que toutes mes pièces se décollent légèrement du lit malgré l'utilisation de Kapton.
Avez vous une idée, j'ai essayé en laissant le lit à 80°C durant l'impression mais c'est toujours le même coin (inférieur droit)
TheBugLife- Messages : 208
Date d'inscription : 12/01/2014
![]()
![]()
Re: Impression en ABS
![]() par raby_ Sam 8 Fév - 17:24
par raby_ Sam 8 Fév - 17:24
Il faut juste surveiller le départ. Si ça colle pas bien, le décollement se fait dès la 2ème ou 3ème couche. Si ça arrive je stoppe, j'enlève les couches tant que c'est chaud puis un petit coup de colle là où il n'y en avait pas assez et c'est reparti (5' de perdues au plus). Ca colle tellement bien que le plus souvent il faut glisser une lame en dessous de la pièce pour pouvoir la décoller.
Pour nettoyer le miroir, je pèle les plus grosses épaisseur avec une lame de cutter utilisée à plat, puis avec un chiffon mouillé à l'eau chaude je reste s'en va sans difficulté.
raby_- Messages : 858
Date d'inscription : 15/01/2014 -
![]()
![]()
TheBugLife- Messages : 208
Date d'inscription : 12/01/2014
![]()
![]()
Page 1 sur 4 • 1, 2, 3, 4 ![]()
![]()

 Sujets similaires
Sujets similaires» E3d v6 1.75mm impression
» PB D'impression
» Semelle d'impression ?
» Impression bi-matiere