Défaut sur pièces rondes
2 participants
Forum Imprimante 3D en français - K8200 & autres :: Problèmes généraux, non liés à une imprimante spécifique
Page 1 sur 1
![]()
 Défaut sur pièces rondes
Défaut sur pièces rondes
![]() par elriri35 Mer 27 Sep - 15:36
par elriri35 Mer 27 Sep - 15:36
Bonjour à tous !
J'ai remarqué que su mes pièce rondes / arrondies il y avait un défaut lorsque la buse imprime les périmètres.
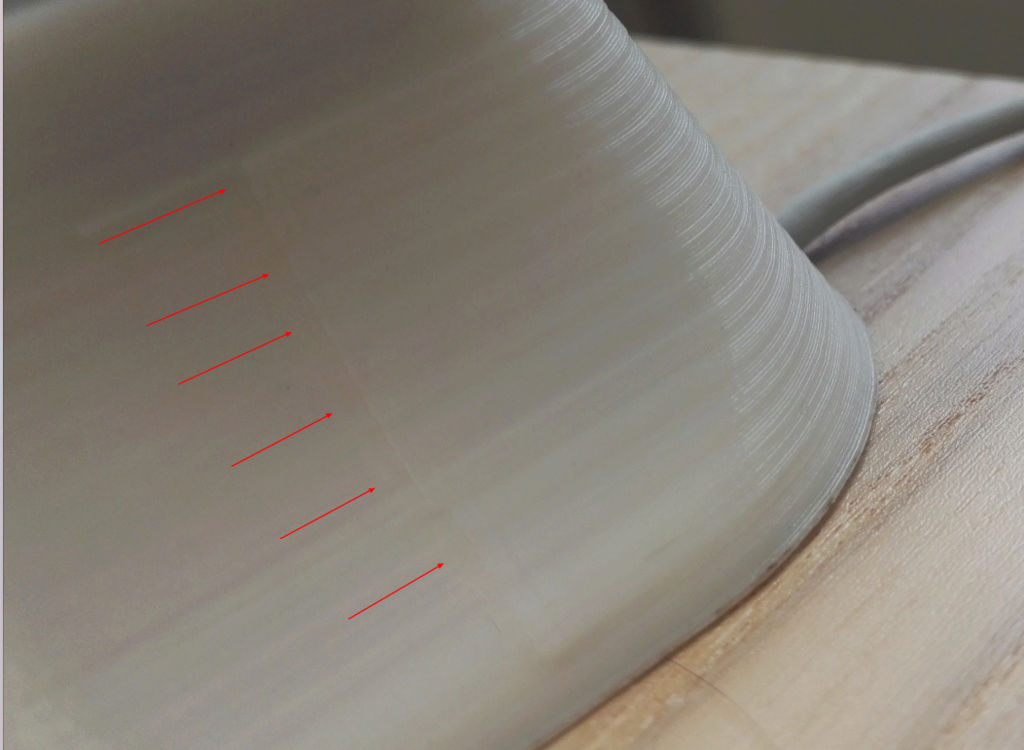
Sur la photo on devine où l'imprimante change ses coordonnées pour faire un nouveau périmètre, ça provoque une sorte de démarcation bien droite.
Comment puise-je gommer voir faire disparaitre ce défaut ?
D'avance merci pour avis éclairés !
P.S. l'imprimante utilisée est une k8200 + Ramp + E3D V6 + Viz Trapez
J'ai remarqué que su mes pièce rondes / arrondies il y avait un défaut lorsque la buse imprime les périmètres.
Sur la photo on devine où l'imprimante change ses coordonnées pour faire un nouveau périmètre, ça provoque une sorte de démarcation bien droite.
Comment puise-je gommer voir faire disparaitre ce défaut ?
D'avance merci pour avis éclairés !
P.S. l'imprimante utilisée est une k8200 + Ramp + E3D V6 + Viz Trapez
elriri35- Messages : 18
Date d'inscription : 04/11/2014
![]()
![]()
Re: Défaut sur pièces rondes
![]() par statis Mer 27 Sep - 20:52
par statis Mer 27 Sep - 20:52
Salut elriri35,
Le défaut dont tu parles s'appelle une "couture".
http://premium-forum.fr/viewtopic.php?f=39&t=764
https://www.lesimprimantes3d.fr/forum/topic/2333-am%C3%A9lioration-dimpression/
Le principe est simple, la buse commence toujours la couche toujours au même endroit et envoie trop de matière...
Les solutions dépendent du slicer...
Sur ma Dreamer et flashprint, je n'ai aucune solution...
Donc ce n'est pas un problème d'imprimante mais de choix, s'ils existent, à faire dans le slicer.
L'idéal serait de pouvoir activer :
1) mode vase
2) positionnement aléatoire
3) retrait à chaque changement de couche
Le mode vase peut être inefficace avec certains slicers, ou carrément absent, merci à flashforge de vendre une imprimante, la dreamer, pas trop mauvaise avec un flashprint pas assez complet.
Le positionnement aléatoire peut lui aussi être absent comme sur devinez quel slicer...
Pareil pour la rétractation au changement de couche et certains slicers comme flashprint.
Avec une Dreamer on est obligé d'acheter Simplify3D
Mais heureusement tu as une K8200 (je ne croyais pas dire cela un jour...).
J'ai essayé 4 slicers avec ma K8200UM.
Mon préféré a été longtemps Cura mais impossible de faire tourner la dernière version. Pour la 15.04.6 il y a configuration experte/spiraliser les contours, cela donne un résultat pas trop mauvais, je ne sais pas si cela a évolué depuis...
Dommage pas moyen de mieux agir sur le retrait car du oui/non c'est pas le top.
Et pareil pour l'aléatoire que l'on peut oublier avec cette version...
Sur Slic3r dans print settings layers and perimeters, on a spiral vase, essayé à l'époque sans succès mais peut-être la dernière version est bien.
Le seam position random présent aussi dans la même section fonctionnait mais donnait aussi à l'époque des points partout.
Je ne trouve pas d'option pour bien gérer la rétractation sur ma version 1.2.9...
Kisslicer est super dur à configurer.
J'ai mis les paramètres pour la k8200 dans un sujet.
Mais pour la "couture" alors qu'il y a des options pour corriger le "truc", je ne suis pas arrivé à la virer...
Reste Simplify3D qui a les trois options...
Petit détail, pour un modèle en particulier je ne voulais pas de retrait au changement de couche car en mode vase il ne devrait pas être nécessaire d'avoir du retrait mais il en fait quand même...
Mais S3D est trop cher pour des résultats qui peuvent paraître à certains comme "super-bons" mais qui pour moi ne peuvent mériter une qualification "pro" sur une imprimante ultra-modifiée et donc capable du meilleur...
Kisslicer est gratuit en version de base.
La version Pro est moins chère mais on peut s'en passer car imprimer des objets multiples, multiplie les problèmes (sauf pour de toutes petites pièces avec des détails qui ne doivent pas fondre à cause d'une buse qui reste trop longtemps dans la même zone)
Mais il n'y a aucun tuto en français pour en tirer le maximum.
C'est celui qui est arrivé au plus proche de deux de mes exigences principale, respect des côtes et aspect de surface uniforme comme on peut le voir sur mon sujet https://3dprinting.forumactif.org/t726-le-fond-du-probleme-imprimante-vs-imprimante-slicer-vs-slicer , dommage je n'ai pas reproduit le "super état de surface" et il y a eu des coutures apparentes quand même...
Il y a un 5eme slicer; CraftWare qui est bien côté mais que je n'ai pu essayer sur mon linux,
Je ne sais pas s'il est adaptable pour la K8200...
Solution de contournement uniquement pour l'ABS car le PLA deviendrait trop cassant, diminuer le flux d'extrusion au strict minimum...
Le défaut dont tu parles s'appelle une "couture".
http://premium-forum.fr/viewtopic.php?f=39&t=764
https://www.lesimprimantes3d.fr/forum/topic/2333-am%C3%A9lioration-dimpression/
Le principe est simple, la buse commence toujours la couche toujours au même endroit et envoie trop de matière...
Les solutions dépendent du slicer...
Sur ma Dreamer et flashprint, je n'ai aucune solution...
Donc ce n'est pas un problème d'imprimante mais de choix, s'ils existent, à faire dans le slicer.
L'idéal serait de pouvoir activer :
1) mode vase
2) positionnement aléatoire
3) retrait à chaque changement de couche
Le mode vase peut être inefficace avec certains slicers, ou carrément absent, merci à flashforge de vendre une imprimante, la dreamer, pas trop mauvaise avec un flashprint pas assez complet.
Le positionnement aléatoire peut lui aussi être absent comme sur devinez quel slicer...
Pareil pour la rétractation au changement de couche et certains slicers comme flashprint.
Avec une Dreamer on est obligé d'acheter Simplify3D
Mais heureusement tu as une K8200 (je ne croyais pas dire cela un jour...).
J'ai essayé 4 slicers avec ma K8200UM.
Mon préféré a été longtemps Cura mais impossible de faire tourner la dernière version. Pour la 15.04.6 il y a configuration experte/spiraliser les contours, cela donne un résultat pas trop mauvais, je ne sais pas si cela a évolué depuis...
Dommage pas moyen de mieux agir sur le retrait car du oui/non c'est pas le top.
Et pareil pour l'aléatoire que l'on peut oublier avec cette version...
Sur Slic3r dans print settings layers and perimeters, on a spiral vase, essayé à l'époque sans succès mais peut-être la dernière version est bien.
Le seam position random présent aussi dans la même section fonctionnait mais donnait aussi à l'époque des points partout.
Je ne trouve pas d'option pour bien gérer la rétractation sur ma version 1.2.9...
Kisslicer est super dur à configurer.
J'ai mis les paramètres pour la k8200 dans un sujet.
Mais pour la "couture" alors qu'il y a des options pour corriger le "truc", je ne suis pas arrivé à la virer...
Reste Simplify3D qui a les trois options...
Petit détail, pour un modèle en particulier je ne voulais pas de retrait au changement de couche car en mode vase il ne devrait pas être nécessaire d'avoir du retrait mais il en fait quand même...
Mais S3D est trop cher pour des résultats qui peuvent paraître à certains comme "super-bons" mais qui pour moi ne peuvent mériter une qualification "pro" sur une imprimante ultra-modifiée et donc capable du meilleur...
Kisslicer est gratuit en version de base.
La version Pro est moins chère mais on peut s'en passer car imprimer des objets multiples, multiplie les problèmes (sauf pour de toutes petites pièces avec des détails qui ne doivent pas fondre à cause d'une buse qui reste trop longtemps dans la même zone)
Mais il n'y a aucun tuto en français pour en tirer le maximum.
C'est celui qui est arrivé au plus proche de deux de mes exigences principale, respect des côtes et aspect de surface uniforme comme on peut le voir sur mon sujet https://3dprinting.forumactif.org/t726-le-fond-du-probleme-imprimante-vs-imprimante-slicer-vs-slicer , dommage je n'ai pas reproduit le "super état de surface" et il y a eu des coutures apparentes quand même...
Il y a un 5eme slicer; CraftWare qui est bien côté mais que je n'ai pu essayer sur mon linux,
Je ne sais pas s'il est adaptable pour la K8200...
Solution de contournement uniquement pour l'ABS car le PLA deviendrait trop cassant, diminuer le flux d'extrusion au strict minimum...

statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Défaut sur pièces rondes
![]() par elriri35 Dim 1 Oct - 21:20
par elriri35 Dim 1 Oct - 21:20
Merci pour ta réponse vraiment complète, je vais bientôt réimprimer l'objet, mais avant je vais essayer de calibrer tout ce qui peut l'être..
J'ai remarqué une chose aujourd'hui, le filament qui sort de ma buse 0.4 fait en réalité 0.50/0.53 (mesurée au pied à coulisse numérique).
Est-ce du à un effet physique ou alors ma buse fait 0.5 et mon vendeur c'est planté ?
J'ai remarqué une chose aujourd'hui, le filament qui sort de ma buse 0.4 fait en réalité 0.50/0.53 (mesurée au pied à coulisse numérique).
Est-ce du à un effet physique ou alors ma buse fait 0.5 et mon vendeur c'est planté ?
elriri35- Messages : 18
Date d'inscription : 04/11/2014
![]()
![]()
Re: Défaut sur pièces rondes
![]() par statis Lun 2 Oct - 8:49
par statis Lun 2 Oct - 8:49
Salut elriri,
Je n'ai jamais mesuré le filament en sortie de buse car la gravité va avoir tendance à l'étirer donc difficile de vérifier.
Cependant pour être sur du diamètre de la buse il faut utiliser des mèches de de -0.05,0,+0.05.
Mais tout le monde n'a pas sous la main une 0.35/0.40/0.45...
Il faut comprendre que si le boudin diamètre 0.4 n'est pas comprimé un peu l'adhérence entre couches ne sera pas idéale.
La plupart des pièces étant en côtes multiples de 0.5, je ne comprends pas comment on peut utiliser des buses de 0.5 ou 0.35...
Ma buse de 0.4 est bien à 0.4 mais en impression de X*0.4 je serais plutôt à X*0.5 avec Cura/Slic3R alors que je suis bien réglé au niveau diamètre filament/flux.
Problème pour imprimer une pièce de 0.5mm de paroi, j'avais un problème avec les slicers...
Avec Simplify3D et Kisslicer on peut régler la buse à 0.4 et le trait à 0.5, la paroi fait bien 0.5...
Hier j'ai imprimé ma première pièce avec les mêmes côtes imprimées que celles modélisées, plusieurs années sont passées avant d'y arriver...
Je n'ai jamais mesuré le filament en sortie de buse car la gravité va avoir tendance à l'étirer donc difficile de vérifier.
Cependant pour être sur du diamètre de la buse il faut utiliser des mèches de de -0.05,0,+0.05.
Mais tout le monde n'a pas sous la main une 0.35/0.40/0.45...
Il faut comprendre que si le boudin diamètre 0.4 n'est pas comprimé un peu l'adhérence entre couches ne sera pas idéale.
La plupart des pièces étant en côtes multiples de 0.5, je ne comprends pas comment on peut utiliser des buses de 0.5 ou 0.35...
Ma buse de 0.4 est bien à 0.4 mais en impression de X*0.4 je serais plutôt à X*0.5 avec Cura/Slic3R alors que je suis bien réglé au niveau diamètre filament/flux.
Problème pour imprimer une pièce de 0.5mm de paroi, j'avais un problème avec les slicers...
Avec Simplify3D et Kisslicer on peut régler la buse à 0.4 et le trait à 0.5, la paroi fait bien 0.5...
Hier j'ai imprimé ma première pièce avec les mêmes côtes imprimées que celles modélisées, plusieurs années sont passées avant d'y arriver...
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
![]()

 Sujets similaires
Sujets similaires» problème d'impression k8200
» Défaut d'impression
» Défaut sur les premières couches
» Modifier température par défaut pour chargement du fil ?
» Lisser ses pièces
» Défaut d'impression
» Défaut sur les premières couches
» Modifier température par défaut pour chargement du fil ?
» Lisser ses pièces
Forum Imprimante 3D en français - K8200 & autres :: Problèmes généraux, non liés à une imprimante spécifique
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum