Cura au lieu de repetier/slic3r
+2
raby_
sv650s
6 participants
![]()
 Cura au lieu de repetier/slic3r
Cura au lieu de repetier/slic3r
![]() par sv650s Lun 24 Fév - 21:31
par sv650s Lun 24 Fév - 21:31
J'ai lu plusieurs posts de personnes ayant abandonne repetier/slic3r pour le logiciel Cura
Au dire de ces personnes le tranchage est tres rapide par rapport a slic3 et cela je le confirme, sur plusieurs de mes stl le tranchage n'a pris que quelques secondes au lieu de plusieurs minutes sous slic3r
Et apparemment l'impression serait plus rapide et le resultat plus propre mais cela je ne peux pas le confirmer car pour l'instant je n'arrive pas connecter la k8200 sous cura...
Quelqu'un utilise t'il Cura ?
Quelle est la procedure de connection sous Cura ?
Au dire de ces personnes le tranchage est tres rapide par rapport a slic3 et cela je le confirme, sur plusieurs de mes stl le tranchage n'a pris que quelques secondes au lieu de plusieurs minutes sous slic3r
Et apparemment l'impression serait plus rapide et le resultat plus propre mais cela je ne peux pas le confirmer car pour l'instant je n'arrive pas connecter la k8200 sous cura...
Quelqu'un utilise t'il Cura ?
Quelle est la procedure de connection sous Cura ?
sv650s- Messages : 432
Date d'inscription : 12/01/2014
![]()
![]()
Re: Cura au lieu de repetier/slic3r
![]() par raby_ Lun 24 Fév - 22:10
par raby_ Lun 24 Fév - 22:10
Ca fait un moment que je n'ai plus utilisé Cura mais dans mon souvenir la connexion est très simple.
Le tranchage est en effet très rapide mais les paramètres sur lesquels on peut jouer sont plus limités. L'impression est correcte pour les quelques essais que j'ai faits.
Le tranchage est en effet très rapide mais les paramètres sur lesquels on peut jouer sont plus limités. L'impression est correcte pour les quelques essais que j'ai faits.

raby_- Messages : 858
Date d'inscription : 15/01/2014 -

![]()
![]()
Re: Cura au lieu de repetier/slic3r
![]() par statis Mar 27 Mai - 14:52
par statis Mar 27 Mai - 14:52
J'arrive à connecter la k sur cura alors que je n'arrive plus avec repetier et ce sans avoir a rien faire d'autre que choisir la bonne interface mais je suis sur linux...
Quelqu'un a vu un tutoriel pour adapter la k sur cura car coté forum velleman c'est simple il ne supporte pas cura, entre autres trucs qu'ils ne font pas ?
Quelqu'un a vu un tutoriel pour adapter la k sur cura car coté forum velleman c'est simple il ne supporte pas cura, entre autres trucs qu'ils ne font pas ?

statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Cura au lieu de repetier/slic3r
![]() par TK9999 Lun 7 Juil - 16:53
par TK9999 Lun 7 Juil - 16:53
Bonjour, j'essaie également cura, mais lorsque je veux mettre l'objet éditer de cura en repetier pour l'impression, l'objet n'est plus centré par rapport au lit (gcode) vous avez une soluce ?
merci
merci
TK9999- Messages : 58
Date d'inscription : 14/01/2014
![]()
![]()
Re: Cura au lieu de repetier/slic3r
![]() par TB1065 Mar 8 Juil - 5:38
par TB1065 Mar 8 Juil - 5:38
Verifie les dimensions de ton plateau dans definies dans Cura( 200mmX200mmX200mm). et si le centre est bien à 100mm/100mm.
je ne vois que ca.
c'est un gros décalage ?
je ne vois que ca.
c'est un gros décalage ?
TB1065- Messages : 169
Date d'inscription : 13/01/2014
Age : 59
Localisation : La Louvière
![]()
![]()
Re: Cura au lieu de repetier/slic3r
![]() par TK9999 Mar 8 Juil - 10:18
par TK9999 Mar 8 Juil - 10:18
Alors j'ai regardé dans Cura (1406) et dans repetier (0.84) et je ne vois pas l'endroit ou je dois indiquer ce 100/100 pour le centrage.
Voici ce que j'ai quand j'importe mon projet dans cura
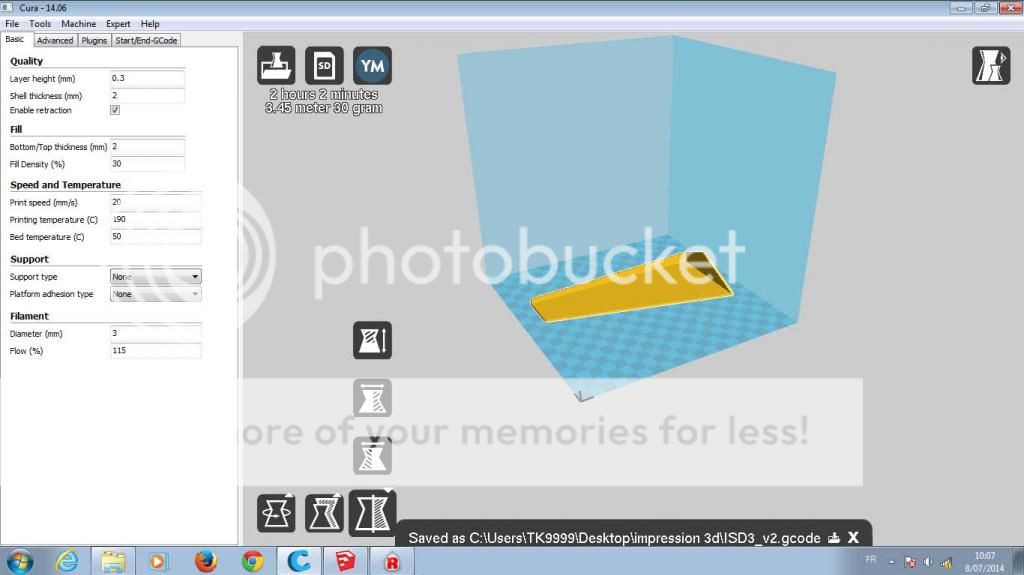
Et voici le décalage du Gccode dans repetier (importé)

Voici ce que j'ai quand j'importe mon projet dans cura

Et voici le décalage du Gccode dans repetier (importé)

TK9999- Messages : 58
Date d'inscription : 14/01/2014
![]()
![]()
Re: Cura au lieu de repetier/slic3r
![]() par TK9999 Mer 9 Juil - 10:08
par TK9999 Mer 9 Juil - 10:08
ayé j'ai trouvé, en fait dans "machine" j'avais coché le centrage, donc après le décochement, voilà c'est "nickel"
TK9999- Messages : 58
Date d'inscription : 14/01/2014
![]()
![]()
Re: Cura au lieu de repetier/slic3r
![]() par worldmonst Jeu 17 Juil - 18:40
par worldmonst Jeu 17 Juil - 18:40
sv650s a écrit:J'ai lu plusieurs posts de personnes ayant abandonne repetier/slic3r pour le logiciel Cura
Au dire de ces personnes le tranchage est tres rapide par rapport a slic3 et cela je le confirme, sur plusieurs de mes stl le tranchage n'a pris que quelques secondes au lieu de plusieurs minutes sous slic3r
Et apparemment l'impression serait plus rapide et le resultat plus propre mais cela je ne peux pas le confirmer car pour l'instant je n'arrive pas connecter la k8200 sous cura...
Quelqu'un utilise t'il Cura ?
Quelle est la procedure de connection sous Cura ?
Bonsoir. tu va dans le menu machine/machine setting et la tu indiques le port com de ton imprimante et bauterate 250000
worldmonst- Messages : 4
Date d'inscription : 30/05/2014
![]()
![]()
Re: Cura au lieu de repetier/slic3r
![]() par TB1065 Lun 4 Aoû - 9:11
par TB1065 Lun 4 Aoû - 9:11
Bonour à tous,
est-ce que quelqu'un aurait une bonne config Cura a partager?
j'ai acheté 3 bobines d'Esun a Maxdgdg et au vue de ce qu'il arrive a faire avec sa K8200 j'ai hâte d'arriver au même résultat.
je vais faire une photo de mes premières impressions pour que vous vous rendiez compte de mon résultat.
merci d'avance
est-ce que quelqu'un aurait une bonne config Cura a partager?
j'ai acheté 3 bobines d'Esun a Maxdgdg et au vue de ce qu'il arrive a faire avec sa K8200 j'ai hâte d'arriver au même résultat.
je vais faire une photo de mes premières impressions pour que vous vous rendiez compte de mon résultat.
merci d'avance
TB1065- Messages : 169
Date d'inscription : 13/01/2014
Age : 59
Localisation : La Louvière
![]()
![]()
Re: Cura au lieu de repetier/slic3r
![]() par statis Jeu 13 Nov - 22:11
par statis Jeu 13 Nov - 22:11
voilà une config Cura pour une tête 0.5mm, hauteur de couche 0.1mm filament 2.95 
Bien vérifier la partie start.gcode et end.gcode dans l'interface.
Je donne le contenu des fichiers .ini qui sont produits via l'inteface
current_profile.ini :
[profile_0]
layer_height = 0.1
wall_thickness = 0,5
retraction_enable = True
solid_layer_thickness = 1
fill_density = 100
nozzle_size = 0.5
print_speed = 50
print_temperature = 190
print_temperature2 = 0
print_temperature3 = 0
print_temperature4 = 0
print_bed_temperature = 50
support = None
platform_adhesion = None
support_dual_extrusion = Both
wipe_tower = False
wipe_tower_volume = 15
ooze_shield = False
filament_diameter = 2.95
filament_diameter2 = 0
filament_diameter3 = 0
filament_diameter4 = 0
filament_flow = 100.0
retraction_speed = 40.0
retraction_amount = 4.5
retraction_dual_amount = 16.5
retraction_min_travel = 1.5
retraction_combing = True
retraction_minimal_extrusion = 0.02
retraction_hop = 0.0
bottom_thickness = 0.25
layer0_width_factor = 100
object_sink = 0.0
overlap_dual = 0.15
travel_speed = 150.0
bottom_layer_speed = 20
infill_speed = 0.0
inset0_speed = 0.0
insetx_speed = 0.0
cool_min_layer_time = 5
fan_enabled = True
skirt_line_count = 1
skirt_gap = 3.0
skirt_minimal_length = 150.0
fan_full_height = 0.5
fan_speed = 100
fan_speed_max = 100
cool_min_feedrate = 10
cool_head_lift = False
solid_top = True
solid_bottom = True
fill_overlap = 15
support_type = Grid
support_angle = 60
support_fill_rate = 15
support_xy_distance = 0.7
support_z_distance = 0.15
spiralize = False
simple_mode = False
brim_line_count = 20
raft_margin = 5.0
raft_line_spacing = 3.0
raft_base_thickness = 0.3
raft_base_linewidth = 1.0
raft_interface_thickness = 0.27
raft_interface_linewidth = 0.4
raft_airgap = 0.22
raft_surface_layers = 2
fix_horrible_union_all_type_a = True
fix_horrible_union_all_type_b = False
fix_horrible_use_open_bits = False
fix_horrible_extensive_stitching = False
plugin_config = (lp1
.
object_center_x = -1
object_center_y = -1
[alterations_0]
start.gcode = ;Sliced at: {day} {date} {time}
;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density}
;Print time: {print_time}
Filament used: {filament_amount}m {filament_weight}g
;Filament cost: {filament_cost}
G28 ;aller à homme
M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line
M109 S{print_temperature} ;Uncomment to add your own temperature line
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
;G1 Z15.0 F9000 ;move the platform down 15mm
G92 E0 ;zero the extruded length
G1 F200 E15 ;extrude 15mm of feed stock
G92 E0 ;zero the extruded length again
G1 F9000
;Put printing message on LCD screen
M117 Impression...
end.gcode = ;End GCode
M104 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more
G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way
M84 ;steppers off
G90 ;absolute positioning
;{profile_string}
start2.gcode = ;Sliced at: {day} {date} {time}
;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density}
;Print time: {print_time}
;Filament used: {filament_amount}m {filament_weight}g
;Filament cost: {filament_cost}
;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line
;M104 S{print_temperature} ;Uncomment to add your own temperature line
;M109 T1 S{print_temperature2} ;Uncomment to add your own temperature line
;M109 T0 S{print_temperature} ;Uncomment to add your own temperature line
G21 ;metric values
G90 ;absolute positioning
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
G1 Z15.0 F{travel_speed} ;move the platform down 15mm
T1 ;Switch to the 2nd extruder
G92 E0 ;zero the extruded length
G1 F200 E10 ;extrude 10mm of feed stock
G92 E0 ;zero the extruded length again
G1 F200 E-{retraction_dual_amount}
T0 ;Switch to the first extruder
G92 E0 ;zero the extruded length
G1 F200 E10 ;extrude 10mm of feed stock
G92 E0 ;zero the extruded length again
G1 F{travel_speed}
;Put printing message on LCD screen
M117 Printing...
end2.gcode = ;End GCode
M104 T0 S0 ;extruder heater off
M104 T1 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more
G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way
M84 ;steppers off
G90 ;absolute positioning
;{profile_string}
start3.gcode = ;Sliced at: {day} {date} {time}
;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density}
;Print time: {print_time}
;Filament used: {filament_amount}m {filament_weight}g
;Filament cost: {filament_cost}
;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line
;M104 S{print_temperature} ;Uncomment to add your own temperature line
;M109 T1 S{print_temperature2} ;Uncomment to add your own temperature line
;M109 T0 S{print_temperature} ;Uncomment to add your own temperature line
G21 ;metric values
G90 ;absolute positioning
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
G1 Z15.0 F{travel_speed} ;move the platform down 15mm
T2 ;Switch to the 2nd extruder
G92 E0 ;zero the extruded length
G1 F200 E10 ;extrude 10mm of feed stock
G92 E0 ;zero the extruded length again
G1 F200 E-{retraction_dual_amount}
T1 ;Switch to the 2nd extruder
G92 E0 ;zero the extruded length
G1 F200 E10 ;extrude 10mm of feed stock
G92 E0 ;zero the extruded length again
G1 F200 E-{retraction_dual_amount}
T0 ;Switch to the first extruder
G92 E0 ;zero the extruded length
G1 F200 E10 ;extrude 10mm of feed stock
G92 E0 ;zero the extruded length again
G1 F{travel_speed}
;Put printing message on LCD screen
M117 Printing...
end3.gcode = ;End GCode
M104 T0 S0 ;extruder heater off
M104 T1 S0 ;extruder heater off
M104 T2 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more
G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way
M84 ;steppers off
G90 ;absolute positioning
;{profile_string}
start4.gcode = ;Sliced at: {day} {date} {time}
;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density}
;Print time: {print_time}
;Filament used: {filament_amount}m {filament_weight}g
;Filament cost: {filament_cost}
;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line
;M104 S{print_temperature} ;Uncomment to add your own temperature line
;M109 T2 S{print_temperature2} ;Uncomment to add your own temperature line
;M109 T1 S{print_temperature2} ;Uncomment to add your own temperature line
;M109 T0 S{print_temperature} ;Uncomment to add your own temperature line
G21 ;metric values
G90 ;absolute positioning
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
G1 Z15.0 F{travel_speed} ;move the platform down 15mm
T3 ;Switch to the 4th extruder
G92 E0 ;zero the extruded length
G1 F200 E10 ;extrude 10mm of feed stock
G92 E0 ;zero the extruded length again
G1 F200 E-{retraction_dual_amount}
T2 ;Switch to the 3th extruder
G92 E0 ;zero the extruded length
G1 F200 E10 ;extrude 10mm of feed stock
G92 E0 ;zero the extruded length again
G1 F200 E-{retraction_dual_amount}
T1 ;Switch to the 2nd extruder
G92 E0 ;zero the extruded length
G1 F200 E10 ;extrude 10mm of feed stock
G92 E0 ;zero the extruded length again
G1 F200 E-{retraction_dual_amount}
T0 ;Switch to the first extruder
G92 E0 ;zero the extruded length
G1 F200 E10 ;extrude 10mm of feed stock
G92 E0 ;zero the extruded length again
G1 F{travel_speed}
;Put printing message on LCD screen
M117 Printing...
end4.gcode = ;End GCode
M104 T0 S0 ;extruder heater off
M104 T1 S0 ;extruder heater off
M104 T2 S0 ;extruder heater off
M104 T3 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more
G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way
M84 ;steppers off
G90 ;absolute positioning
;{profile_string}
support_start.gcode =
support_end.gcode =
cool_start.gcode =
cool_end.gcode =
replace.csv =
preswitchextruder.gcode = ;Switch between the current extruder and the next extruder, when printing with multiple extruders.
;This code is added before the T(n)
postswitchextruder.gcode = ;Switch between the current extruder and the next extruder, when printing with multiple extruders.
;This code is added after the T(n)
preferences.ini :
[preference]
startmode = Normal
oneatatime = True
lastfile =
save_profile = False
filament_cost_kg = 0
filament_cost_meter = 0
auto_detect_sd = True
check_for_updates = True
submit_slice_information = True
youmagine_token =
filament_physical_density = 1240
language = French
active_machine = 0
model_colour = #FFC924
model_colour2 = #CB3030
model_colour3 = #DDD93C
model_colour4 = #4550D3
printing_window = Pronterface UI
window_maximized = True
window_pos_x = -1
window_pos_y = -1
window_width = -1
window_height = -1
window_normal_sash = 320
last_run_version = 14.09
[machine_0]
machine_name = K8200
machine_type = reprap
machine_width = 200
machine_depth = 200
machine_height = 200
machine_center_is_zero = False
machine_shape = Square
ultimaker_extruder_upgrade = False
has_heated_bed = True
gcode_flavor = RepRap (Marlin/Sprinter)
extruder_amount = 1
extruder_offset_x1 = 0.0
extruder_offset_y1 = 21.6
extruder_offset_x2 = 0.0
extruder_offset_y2 = 0.0
extruder_offset_x3 = 0.0
extruder_offset_y3 = 0.0
steps_per_e = 0
serial_port = /dev/ttyUSB0
serial_port_auto =
serial_baud = 250000
serial_baud_auto =
extruder_head_size_min_x = 0
extruder_head_size_min_y = 0
extruder_head_size_max_x = 0
extruder_head_size_max_y = 0
extruder_head_size_height = 0
Bien vérifier la partie start.gcode et end.gcode dans l'interface.
Je donne le contenu des fichiers .ini qui sont produits via l'inteface
current_profile.ini :
[profile_0]
layer_height = 0.1
wall_thickness = 0,5
retraction_enable = True
solid_layer_thickness = 1
fill_density = 100
nozzle_size = 0.5
print_speed = 50
print_temperature = 190
print_temperature2 = 0
print_temperature3 = 0
print_temperature4 = 0
print_bed_temperature = 50
support = None
platform_adhesion = None
support_dual_extrusion = Both
wipe_tower = False
wipe_tower_volume = 15
ooze_shield = False
filament_diameter = 2.95
filament_diameter2 = 0
filament_diameter3 = 0
filament_diameter4 = 0
filament_flow = 100.0
retraction_speed = 40.0
retraction_amount = 4.5
retraction_dual_amount = 16.5
retraction_min_travel = 1.5
retraction_combing = True
retraction_minimal_extrusion = 0.02
retraction_hop = 0.0
bottom_thickness = 0.25
layer0_width_factor = 100
object_sink = 0.0
overlap_dual = 0.15
travel_speed = 150.0
bottom_layer_speed = 20
infill_speed = 0.0
inset0_speed = 0.0
insetx_speed = 0.0
cool_min_layer_time = 5
fan_enabled = True
skirt_line_count = 1
skirt_gap = 3.0
skirt_minimal_length = 150.0
fan_full_height = 0.5
fan_speed = 100
fan_speed_max = 100
cool_min_feedrate = 10
cool_head_lift = False
solid_top = True
solid_bottom = True
fill_overlap = 15
support_type = Grid
support_angle = 60
support_fill_rate = 15
support_xy_distance = 0.7
support_z_distance = 0.15
spiralize = False
simple_mode = False
brim_line_count = 20
raft_margin = 5.0
raft_line_spacing = 3.0
raft_base_thickness = 0.3
raft_base_linewidth = 1.0
raft_interface_thickness = 0.27
raft_interface_linewidth = 0.4
raft_airgap = 0.22
raft_surface_layers = 2
fix_horrible_union_all_type_a = True
fix_horrible_union_all_type_b = False
fix_horrible_use_open_bits = False
fix_horrible_extensive_stitching = False
plugin_config = (lp1
.
object_center_x = -1
object_center_y = -1
[alterations_0]
start.gcode = ;Sliced at: {day} {date} {time}
;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density}
;Print time: {print_time}
Filament used: {filament_amount}m {filament_weight}g
;Filament cost: {filament_cost}
G28 ;aller à homme
M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line
M109 S{print_temperature} ;Uncomment to add your own temperature line
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
;G1 Z15.0 F9000 ;move the platform down 15mm
G92 E0 ;zero the extruded length
G1 F200 E15 ;extrude 15mm of feed stock
G92 E0 ;zero the extruded length again
G1 F9000
;Put printing message on LCD screen
M117 Impression...
end.gcode = ;End GCode
M104 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more
G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way
M84 ;steppers off
G90 ;absolute positioning
;{profile_string}
start2.gcode = ;Sliced at: {day} {date} {time}
;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density}
;Print time: {print_time}
;Filament used: {filament_amount}m {filament_weight}g
;Filament cost: {filament_cost}
;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line
;M104 S{print_temperature} ;Uncomment to add your own temperature line
;M109 T1 S{print_temperature2} ;Uncomment to add your own temperature line
;M109 T0 S{print_temperature} ;Uncomment to add your own temperature line
G21 ;metric values
G90 ;absolute positioning
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
G1 Z15.0 F{travel_speed} ;move the platform down 15mm
T1 ;Switch to the 2nd extruder
G92 E0 ;zero the extruded length
G1 F200 E10 ;extrude 10mm of feed stock
G92 E0 ;zero the extruded length again
G1 F200 E-{retraction_dual_amount}
T0 ;Switch to the first extruder
G92 E0 ;zero the extruded length
G1 F200 E10 ;extrude 10mm of feed stock
G92 E0 ;zero the extruded length again
G1 F{travel_speed}
;Put printing message on LCD screen
M117 Printing...
end2.gcode = ;End GCode
M104 T0 S0 ;extruder heater off
M104 T1 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more
G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way
M84 ;steppers off
G90 ;absolute positioning
;{profile_string}
start3.gcode = ;Sliced at: {day} {date} {time}
;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density}
;Print time: {print_time}
;Filament used: {filament_amount}m {filament_weight}g
;Filament cost: {filament_cost}
;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line
;M104 S{print_temperature} ;Uncomment to add your own temperature line
;M109 T1 S{print_temperature2} ;Uncomment to add your own temperature line
;M109 T0 S{print_temperature} ;Uncomment to add your own temperature line
G21 ;metric values
G90 ;absolute positioning
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
G1 Z15.0 F{travel_speed} ;move the platform down 15mm
T2 ;Switch to the 2nd extruder
G92 E0 ;zero the extruded length
G1 F200 E10 ;extrude 10mm of feed stock
G92 E0 ;zero the extruded length again
G1 F200 E-{retraction_dual_amount}
T1 ;Switch to the 2nd extruder
G92 E0 ;zero the extruded length
G1 F200 E10 ;extrude 10mm of feed stock
G92 E0 ;zero the extruded length again
G1 F200 E-{retraction_dual_amount}
T0 ;Switch to the first extruder
G92 E0 ;zero the extruded length
G1 F200 E10 ;extrude 10mm of feed stock
G92 E0 ;zero the extruded length again
G1 F{travel_speed}
;Put printing message on LCD screen
M117 Printing...
end3.gcode = ;End GCode
M104 T0 S0 ;extruder heater off
M104 T1 S0 ;extruder heater off
M104 T2 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more
G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way
M84 ;steppers off
G90 ;absolute positioning
;{profile_string}
start4.gcode = ;Sliced at: {day} {date} {time}
;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density}
;Print time: {print_time}
;Filament used: {filament_amount}m {filament_weight}g
;Filament cost: {filament_cost}
;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line
;M104 S{print_temperature} ;Uncomment to add your own temperature line
;M109 T2 S{print_temperature2} ;Uncomment to add your own temperature line
;M109 T1 S{print_temperature2} ;Uncomment to add your own temperature line
;M109 T0 S{print_temperature} ;Uncomment to add your own temperature line
G21 ;metric values
G90 ;absolute positioning
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
G1 Z15.0 F{travel_speed} ;move the platform down 15mm
T3 ;Switch to the 4th extruder
G92 E0 ;zero the extruded length
G1 F200 E10 ;extrude 10mm of feed stock
G92 E0 ;zero the extruded length again
G1 F200 E-{retraction_dual_amount}
T2 ;Switch to the 3th extruder
G92 E0 ;zero the extruded length
G1 F200 E10 ;extrude 10mm of feed stock
G92 E0 ;zero the extruded length again
G1 F200 E-{retraction_dual_amount}
T1 ;Switch to the 2nd extruder
G92 E0 ;zero the extruded length
G1 F200 E10 ;extrude 10mm of feed stock
G92 E0 ;zero the extruded length again
G1 F200 E-{retraction_dual_amount}
T0 ;Switch to the first extruder
G92 E0 ;zero the extruded length
G1 F200 E10 ;extrude 10mm of feed stock
G92 E0 ;zero the extruded length again
G1 F{travel_speed}
;Put printing message on LCD screen
M117 Printing...
end4.gcode = ;End GCode
M104 T0 S0 ;extruder heater off
M104 T1 S0 ;extruder heater off
M104 T2 S0 ;extruder heater off
M104 T3 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more
G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way
M84 ;steppers off
G90 ;absolute positioning
;{profile_string}
support_start.gcode =
support_end.gcode =
cool_start.gcode =
cool_end.gcode =
replace.csv =
preswitchextruder.gcode = ;Switch between the current extruder and the next extruder, when printing with multiple extruders.
;This code is added before the T(n)
postswitchextruder.gcode = ;Switch between the current extruder and the next extruder, when printing with multiple extruders.
;This code is added after the T(n)
preferences.ini :
[preference]
startmode = Normal
oneatatime = True
lastfile =
save_profile = False
filament_cost_kg = 0
filament_cost_meter = 0
auto_detect_sd = True
check_for_updates = True
submit_slice_information = True
youmagine_token =
filament_physical_density = 1240
language = French
active_machine = 0
model_colour = #FFC924
model_colour2 = #CB3030
model_colour3 = #DDD93C
model_colour4 = #4550D3
printing_window = Pronterface UI
window_maximized = True
window_pos_x = -1
window_pos_y = -1
window_width = -1
window_height = -1
window_normal_sash = 320
last_run_version = 14.09
[machine_0]
machine_name = K8200
machine_type = reprap
machine_width = 200
machine_depth = 200
machine_height = 200
machine_center_is_zero = False
machine_shape = Square
ultimaker_extruder_upgrade = False
has_heated_bed = True
gcode_flavor = RepRap (Marlin/Sprinter)
extruder_amount = 1
extruder_offset_x1 = 0.0
extruder_offset_y1 = 21.6
extruder_offset_x2 = 0.0
extruder_offset_y2 = 0.0
extruder_offset_x3 = 0.0
extruder_offset_y3 = 0.0
steps_per_e = 0
serial_port = /dev/ttyUSB0
serial_port_auto =
serial_baud = 250000
serial_baud_auto =
extruder_head_size_min_x = 0
extruder_head_size_min_y = 0
extruder_head_size_max_x = 0
extruder_head_size_max_y = 0
extruder_head_size_height = 0
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
![]()

 Sujets similaires
Sujets similaires» K8200 Répétier V0.95 - Slic3r Standar - Mauvaise impression
» cura 2.5.0
» Cura 15.04.6 bug ? Résolu
» Probleme lié à Cura
» flow de cura 1.6.2
» cura 2.5.0
» Cura 15.04.6 bug ? Résolu
» Probleme lié à Cura
» flow de cura 1.6.2
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum