ABS trop cassant
4 participants
Forum Imprimante 3D en français - K8200 & autres :: Problèmes généraux, non liés à une imprimante spécifique
Page 1 sur 1
![]()
 ABS trop cassant
ABS trop cassant
![]() par rduvrac Lun 19 Sep - 19:09
par rduvrac Lun 19 Sep - 19:09
Bonjour
j'ai imprimé ma première pièce et je test un peu la solidité... du coup ça c'était avant

maintenant c'est tous cassé et je remarque que ça casse d'un coup. Ensuite apparaissent des "décollements" des couches comme vous pouvez le voir sur la photo ci dessous

Le mode d'impression choisi est le "normal". Est-ce normal que ça casse car je pensai que cela se soudait avec la chaleur ? peux t on renforcer la pièce et comment dans ce cas ?
j'ai imprimé ma première pièce et je test un peu la solidité... du coup ça c'était avant
maintenant c'est tous cassé et je remarque que ça casse d'un coup. Ensuite apparaissent des "décollements" des couches comme vous pouvez le voir sur la photo ci dessous
Le mode d'impression choisi est le "normal". Est-ce normal que ça casse car je pensai que cela se soudait avec la chaleur ? peux t on renforcer la pièce et comment dans ce cas ?
rduvrac- Messages : 21
Date d'inscription : 18/09/2016
Age : 55
Localisation : 78 -

![]()
![]()
Re: ABS trop cassant
![]() par statis Lun 19 Sep - 21:29
par statis Lun 19 Sep - 21:29
De l'ABS qui casse...
Je croyais que c'était réservé au PLA
Je me plains toujours de mes pièces qui ne sont pas aux côtes, qui bavent, etc...
Mais mes pièces en PLA sont super solides...
Je ne fais que très rarement des pièces décoratives et je constate que les imprimantes "montées" en font de très belles.
Mais en regardant de plus prés je remarque que les passage du filament à l'intérieur ne se chevauchent pas même en remplissage à 100%.
Il y a toujours de petits vides qui d'ailleurs posent problème pour faire des récipients "étanches"...
Les "slicers" sont très mal expliqués et quand c'est un "proprio" comme le tien ou celui que j'ai sur ma Dreamer, c'est vraiment abuser
A croire que tout le monde à un doctorat en réglages...
Habitué à imprimer à 100%, j'ai de gros problèmes pour réaliser des pièces récupérées sur thingiverse mais dernièrement je n'avait pas le choix car le système d’entraînement du fil d'une Dreamer est tout moisi...
Le créateur de la pièce donnait, c'est rare, des infos pour l'impression en ABS :
Printer:
FlashForge Creator X/Pro
Rafts:
No
Supports:
Yes
Resolution:
.2
Infill:
95-100
Rien de bien exceptionnel, sauf que j'ai regardé les profils du slicer et remarqué que le infill était toujours supérieurs à 100 et allait jusqu'à 109 sur celui que j'utilise pour l'ABS...
J'ai donc réglé à 100...
Et...
Les micro-vides d’impression ont été plus nombreux.
Heureusement le remplissage à 100% a laissé assez de solidité à la pièce et l'ABS se travaille bien pour les rectifications nécéssaires
Mais 100% et infill à + de 100 = côtes mauvaises...
Donc re-modélisation systématique de chaque pièce à travail mécanique que j'imprime...
Mais je n'ai pas ce problème de "vides" sur ma k8200...
J'utilise Cura et ce slicer permet de paramétrer le chevauchement des lignes entre elle pour avoir des pièces parfaitement pleines.
J'ai fais des récipients qui sont à 100% étanches
Mais le 100% augmente fortement les temps d'impressions qui peuvent être multipliés par 3...
Donc le mieux est de redessiner une pièce pleine et de creuser dedans de petits tubes avec des parois d'au moins 3mm pour avoir du plein "creux" et solide.
Cela diminue les excès de côtes car le filament à plus de place pour travailler et évite aussi que la pièce gondole...
La qualité du filament joue aussi...
Mauvais filament = impression mauvaise...
Le dernier point est la bonne vitesse couplée à la bonne température...
Si c'est pas assez chaud l'adhérence entre couches est mauvaises et idem si çà va trop vite.
Mais plus c'est long et chaud, plus la pièce se déforme...
Mettre et remettre sur l'ouvrage...
Si ta pièce n'a pas besoin d'être précise, commence à mettre du 100% en remplissage et fais plusieurs essais de débit, çà sera un bon début.
Attention un débit trop élevé peut rendre la pièce très moche et aussi la faire rater...
Je croyais que c'était réservé au PLA
Je me plains toujours de mes pièces qui ne sont pas aux côtes, qui bavent, etc...
Mais mes pièces en PLA sont super solides...
Je ne fais que très rarement des pièces décoratives et je constate que les imprimantes "montées" en font de très belles.
Mais en regardant de plus prés je remarque que les passage du filament à l'intérieur ne se chevauchent pas même en remplissage à 100%.
Il y a toujours de petits vides qui d'ailleurs posent problème pour faire des récipients "étanches"...
Les "slicers" sont très mal expliqués et quand c'est un "proprio" comme le tien ou celui que j'ai sur ma Dreamer, c'est vraiment abuser
A croire que tout le monde à un doctorat en réglages...
Habitué à imprimer à 100%, j'ai de gros problèmes pour réaliser des pièces récupérées sur thingiverse mais dernièrement je n'avait pas le choix car le système d’entraînement du fil d'une Dreamer est tout moisi...
Le créateur de la pièce donnait, c'est rare, des infos pour l'impression en ABS :
Printer:
FlashForge Creator X/Pro
Rafts:
No
Supports:
Yes
Resolution:
.2
Infill:
95-100
Rien de bien exceptionnel, sauf que j'ai regardé les profils du slicer et remarqué que le infill était toujours supérieurs à 100 et allait jusqu'à 109 sur celui que j'utilise pour l'ABS...
J'ai donc réglé à 100...
Et...
Les micro-vides d’impression ont été plus nombreux.
Heureusement le remplissage à 100% a laissé assez de solidité à la pièce et l'ABS se travaille bien pour les rectifications nécéssaires
Mais 100% et infill à + de 100 = côtes mauvaises...
Donc re-modélisation systématique de chaque pièce à travail mécanique que j'imprime...
Mais je n'ai pas ce problème de "vides" sur ma k8200...
J'utilise Cura et ce slicer permet de paramétrer le chevauchement des lignes entre elle pour avoir des pièces parfaitement pleines.
J'ai fais des récipients qui sont à 100% étanches
Mais le 100% augmente fortement les temps d'impressions qui peuvent être multipliés par 3...
Donc le mieux est de redessiner une pièce pleine et de creuser dedans de petits tubes avec des parois d'au moins 3mm pour avoir du plein "creux" et solide.
Cela diminue les excès de côtes car le filament à plus de place pour travailler et évite aussi que la pièce gondole...
La qualité du filament joue aussi...
Mauvais filament = impression mauvaise...
Le dernier point est la bonne vitesse couplée à la bonne température...
Si c'est pas assez chaud l'adhérence entre couches est mauvaises et idem si çà va trop vite.
Mais plus c'est long et chaud, plus la pièce se déforme...
Mettre et remettre sur l'ouvrage...
Si ta pièce n'a pas besoin d'être précise, commence à mettre du 100% en remplissage et fais plusieurs essais de débit, çà sera un bon début.
Attention un débit trop élevé peut rendre la pièce très moche et aussi la faire rater...

statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
rduvrac- Messages : 21
Date d'inscription : 18/09/2016
Age : 55
Localisation : 78 -
![]()
![]()
Re: ABS trop cassant
![]() par raby_ Mer 21 Sep - 7:21
par raby_ Mer 21 Sep - 7:21
Je n'imprime qu'en ABS et c'est une matière assez difficile à mettre en oeuvre. Lors du refroidissement, il y a des variation de volume qui si elle sont négligeables pour le rendu fial de la pièce entrainent de fortes contraintes à même de déformer la pièce et de décoller des couches (même après l'impression).
Il faut donc :
- un lit chauffé à 100°.
- une température assez élevée et homogène de la zone d'impression (l'idéal est une enceinte fermée). Eviter les courants d'air!
- Infill de l'ordre de 30-35%. Plus induit des contraintes et des déformations.
- Trouver la température idéale d'impression de l'ABS. Trop froid ça colle pas. Trop chaud ça bave et ça se déforme car refroidit trop lentement. Il n'y a pas de règle car cela varie avec la marque et la couleur. Toujours utiliser de la bonne qualité (éviter le no-name).
- pour renforcer les pièces, dessiner de petites fentes de 0.2 - 0.3 mm dans les zones soumises à contrainte : cela oblige le slicer à imprimer une zone solide autour tout en diminuant le risque de déformation.
- ne pas imprimer trop vite pour laisser le temps aux couches de fusionner.
- Laisser la pièce refroidir lentement.
Au cas ou une pièce casse, il y a toujours moyen de la recoller avec de la colle pour PVC. Cela fonctionne très bien et le résultat est très solide.
Il faut donc :
- un lit chauffé à 100°.
- une température assez élevée et homogène de la zone d'impression (l'idéal est une enceinte fermée). Eviter les courants d'air!
- Infill de l'ordre de 30-35%. Plus induit des contraintes et des déformations.
- Trouver la température idéale d'impression de l'ABS. Trop froid ça colle pas. Trop chaud ça bave et ça se déforme car refroidit trop lentement. Il n'y a pas de règle car cela varie avec la marque et la couleur. Toujours utiliser de la bonne qualité (éviter le no-name).
- pour renforcer les pièces, dessiner de petites fentes de 0.2 - 0.3 mm dans les zones soumises à contrainte : cela oblige le slicer à imprimer une zone solide autour tout en diminuant le risque de déformation.
- ne pas imprimer trop vite pour laisser le temps aux couches de fusionner.
- Laisser la pièce refroidir lentement.
Au cas ou une pièce casse, il y a toujours moyen de la recoller avec de la colle pour PVC. Cela fonctionne très bien et le résultat est très solide.

raby_- Messages : 858
Date d'inscription : 15/01/2014 -
![]()
![]()
Re: ABS trop cassant
![]() par rduvrac Mer 21 Sep - 17:41
par rduvrac Mer 21 Sep - 17:41
avec le soft fourni par XYZ il ne semble pas y avoir tellement de réglages possibles 
je vais essayer de me brancher avec Cura
je vais essayer de me brancher avec Cura
rduvrac- Messages : 21
Date d'inscription : 18/09/2016
Age : 55
Localisation : 78 -
![]()
![]()
Re: ABS trop cassant
![]() par statis Mer 21 Sep - 22:13
par statis Mer 21 Sep - 22:13
Et oui Raby utilise Cura...
Pour d'autres lecteurs ne connaissant pas les slicer moisis fournis avec des machines "montées" :
Et moi qui croyait qu'il ne pouvait y avoir pire que Flashprint...
Il n'y a pas de réglages de débit sur XYZ dans les paramètres avancés...
Mais il y a du 90% de remplissage...
Cura ne peut être utilisé sur une flashforge, sur la Da Vinci oui
Si un remplissage de 30%, comme préconisé par Raby, est choisi, certaines formes peuvent être cassantes...
Mais il y a possibilité de régler l'épaisseur des murs
Pour information, un clou en ABS imprimé en couche de 0.2mm et de 3mm de diamètre casse s'il subit une flexion supérieure à environ 30°...
Cura ne permet pas de choisir le remplissage par zone...
Peut-être Simplifiy, si Tag passe par là il pourra nous le dire.
Donc si une portion demande plus d'épaisseur que 3mm, on peut se rapprocher en équivalence d'un remplissage plus élevé avec le désavantage que Cura a aussi ses défauts...
Et oui Cura n'est pas intelligent, faire de jolies alvéoles il sait mais calculer les endroits ou il doit y avoir des renforts c'est pas son truc.
Le bas de ta pièce est problématique car il y a un point de fragilité à l'endroit des découpes...
C'est pour éviter ce genre de problème que je redessine mes pièces et utilise du 100% de remplissage.
Exemple :
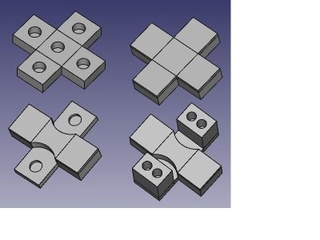
Cela serait imprimé en couches de 0.1mm.
La pièce serait imprimée en plein sur 1mm avant qu'il y ait les découpes.
Les découpes sont intérieures et s'arrêtent à 1mm de la surface.
On voit sur les 4 phases la construction de la pièce.
Attention c'est un exemple très vite fait
Pour d'autres lecteurs ne connaissant pas les slicer moisis fournis avec des machines "montées" :
Et moi qui croyait qu'il ne pouvait y avoir pire que Flashprint...
Il n'y a pas de réglages de débit sur XYZ dans les paramètres avancés...
Mais il y a du 90% de remplissage...
Cura ne peut être utilisé sur une flashforge, sur la Da Vinci oui
Si un remplissage de 30%, comme préconisé par Raby, est choisi, certaines formes peuvent être cassantes...
Mais il y a possibilité de régler l'épaisseur des murs
Pour information, un clou en ABS imprimé en couche de 0.2mm et de 3mm de diamètre casse s'il subit une flexion supérieure à environ 30°...
Cura ne permet pas de choisir le remplissage par zone...
Peut-être Simplifiy, si Tag passe par là il pourra nous le dire.
Donc si une portion demande plus d'épaisseur que 3mm, on peut se rapprocher en équivalence d'un remplissage plus élevé avec le désavantage que Cura a aussi ses défauts...
Et oui Cura n'est pas intelligent, faire de jolies alvéoles il sait mais calculer les endroits ou il doit y avoir des renforts c'est pas son truc.
Le bas de ta pièce est problématique car il y a un point de fragilité à l'endroit des découpes...
C'est pour éviter ce genre de problème que je redessine mes pièces et utilise du 100% de remplissage.
Exemple :
Cela serait imprimé en couches de 0.1mm.
La pièce serait imprimée en plein sur 1mm avant qu'il y ait les découpes.
Les découpes sont intérieures et s'arrêtent à 1mm de la surface.
On voit sur les 4 phases la construction de la pièce.
Attention c'est un exemple très vite fait
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: ABS trop cassant
![]() par Tag Jeu 22 Sep - 5:35
par Tag Jeu 22 Sep - 5:35
Salut,
avec symplify3d tu peux créer un paramètre d'impression pour chaque couche si tu veux, il suffit d'ajouter un process qui indique que l'impression va de tel millimètre à tel autre, et toutes les options d'impression peuvent être modifiées.
Même si le soft semble cher, il est franchement très complet, l'investissement en vaut la chandelle. Un gros hic par contre, le temps d'impression peut parfois être totalement erroné, il indique 2 heures mais l'impression dure le double ! Pour cela on peut passer le gcode dans repetier pour avoir une autre estimation du temps plus plausible
avec symplify3d tu peux créer un paramètre d'impression pour chaque couche si tu veux, il suffit d'ajouter un process qui indique que l'impression va de tel millimètre à tel autre, et toutes les options d'impression peuvent être modifiées.
Même si le soft semble cher, il est franchement très complet, l'investissement en vaut la chandelle. Un gros hic par contre, le temps d'impression peut parfois être totalement erroné, il indique 2 heures mais l'impression dure le double ! Pour cela on peut passer le gcode dans repetier pour avoir une autre estimation du temps plus plausible
Tag- Messages : 781
Date d'inscription : 26/03/2014
Age : 57
![]()
![]()
Re: ABS trop cassant
![]() par rduvrac Jeu 22 Sep - 13:44
par rduvrac Jeu 22 Sep - 13:44
très tentant Simplify :-)
là je retente avec un taux de remplissage de 90%
En principe cette pièce ne se prend pas de contraintes de torsion. Elle sert juste de guide pour une pièce qui glisse le long d'elle.
Par contre petit problème de retrait les petits creux tout le long doivent être de 5 mm de largue et ils ne font plus que 4,85mm
Une fois la nouvelle pièce faite je vais du coup vérifier aussi la hauteur ;-)
Il faut mettre un % plus élevé d'impression pour pallier ce retrait au refroidissement ?
là je retente avec un taux de remplissage de 90%
En principe cette pièce ne se prend pas de contraintes de torsion. Elle sert juste de guide pour une pièce qui glisse le long d'elle.
Par contre petit problème de retrait les petits creux tout le long doivent être de 5 mm de largue et ils ne font plus que 4,85mm
Une fois la nouvelle pièce faite je vais du coup vérifier aussi la hauteur ;-)
Il faut mettre un % plus élevé d'impression pour pallier ce retrait au refroidissement ?
rduvrac- Messages : 21
Date d'inscription : 18/09/2016
Age : 55
Localisation : 78 -
![]()
![]()
Re: ABS trop cassant
![]() par rduvrac Jeu 22 Sep - 14:08
par rduvrac Jeu 22 Sep - 14:08
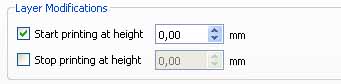
en mode "bonne" les réglages sont ceux là

cette fois j'ai mis ça

cette fois j'ai mis ça
rduvrac- Messages : 21
Date d'inscription : 18/09/2016
Age : 55
Localisation : 78 -
![]()
![]()
Re: ABS trop cassant
![]() par statis Jeu 22 Sep - 17:34
par statis Jeu 22 Sep - 17:34
Le -0.2 en côtes intérieures est un problème rencontré par plusieurs utilisateurs mais pas tous...
Tag avec simplify 3D n'a pas ce genre de problème.
Je pense que le slicer ne calcule pas bien la rétractation donc par exemple un cercle intérieur va se refermer sur lui même.
Je vois que XYZ n'a pas d'option "correction intérieure" comme l'a flasprint. Mais même s'il l'avait, cela ferait des corrections partout...
Pas de possibilité de jouer sur le débit avec XYZ...
Le remplissage à 90% risque d’aggraver l'erreur de côte car la pièce n'a pas été "creusée" en conséquence.
Sur XYZ je vois que l'on peut régler l'épaisseur de coque, cela peut être un bon compromis, remplissage 30% + coque épaisse...
Tag avec simplify 3D n'a pas ce genre de problème.
Je pense que le slicer ne calcule pas bien la rétractation donc par exemple un cercle intérieur va se refermer sur lui même.
Je vois que XYZ n'a pas d'option "correction intérieure" comme l'a flasprint. Mais même s'il l'avait, cela ferait des corrections partout...
Pas de possibilité de jouer sur le débit avec XYZ...
Le remplissage à 90% risque d’aggraver l'erreur de côte car la pièce n'a pas été "creusée" en conséquence.
Sur XYZ je vois que l'on peut régler l'épaisseur de coque, cela peut être un bon compromis, remplissage 30% + coque épaisse...
Dernière édition par statis le Ven 23 Sep - 8:42, édité 1 fois
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
rduvrac- Messages : 21
Date d'inscription : 18/09/2016
Age : 55
Localisation : 78 -
![]()
![]()
![]()

 Sujets similaires
Sujets similaires» Cà va trop loin !!!
» Trous trop petits
» Tapis chauffant trop bas
» cela aurait-été trop beau...
» 1 inscription mais pas trop d experience.
» Trous trop petits
» Tapis chauffant trop bas
» cela aurait-été trop beau...
» 1 inscription mais pas trop d experience.
Forum Imprimante 3D en français - K8200 & autres :: Problèmes généraux, non liés à une imprimante spécifique
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum|
|
|