Débuts de tests avec kisslicer
![]()
 Débuts de tests avec kisslicer
Débuts de tests avec kisslicer
![]() par statis Mar 18 Avr - 17:05
par statis Mar 18 Avr - 17:05
Comme je n'ai plus de problèmes pouvant être confondus avec des défauts slicer, je peux enfin faire des tests...
Après des recherches infructueuses pour avoir un tutoriel K8200, je me suis inscrit sur le forum dédié.
Et mauvaise surprise, je vois qu'un utilisateur argumentant qu'il y aurait plus d'un millier de K8200 "en service", sa demande de créer une section pour cette imprimante a été refusée...
Le nombre de posts sur la k8200 frisant le 0 n'encourageait pas à la demande d'aide.
J'ai pourtant tenté le coup avec un très mauvais anglais...
Un utilisateur m'a envoyé en MP ses fichier .ini, merci à lui
Bien sûr rien n'est jamais parfait et malgré différentes configurations de l'utilisateur il n'y avait aucune pour une tête 0.4 et couches de 0.2.
Il faudra d'ailleurs m'expliquer pourquoi certains utilisateurs font des couches par exemple à 0.21 ?
Donc j'ai modifié un des profils en ne changeant que cette partie.
Les paramètres de kisslicer se trouvent sur des onglets.
Je vais faire un post par onglet et si vous n'avez pas l'image entière il faudra cliquer dessus pour l'agrandir...
Après des recherches infructueuses pour avoir un tutoriel K8200, je me suis inscrit sur le forum dédié.
Et mauvaise surprise, je vois qu'un utilisateur argumentant qu'il y aurait plus d'un millier de K8200 "en service", sa demande de créer une section pour cette imprimante a été refusée...
Le nombre de posts sur la k8200 frisant le 0 n'encourageait pas à la demande d'aide.
J'ai pourtant tenté le coup avec un très mauvais anglais...
Un utilisateur m'a envoyé en MP ses fichier .ini, merci à lui
Bien sûr rien n'est jamais parfait et malgré différentes configurations de l'utilisateur il n'y avait aucune pour une tête 0.4 et couches de 0.2.
Il faudra d'ailleurs m'expliquer pourquoi certains utilisateurs font des couches par exemple à 0.21 ?
Donc j'ai modifié un des profils en ne changeant que cette partie.
Les paramètres de kisslicer se trouvent sur des onglets.
Je vais faire un post par onglet et si vous n'avez pas l'image entière il faudra cliquer dessus pour l'agrandir...

statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Débuts de tests avec kisslicer
![]() par statis Mar 18 Avr - 17:06
par statis Mar 18 Avr - 17:06
Le style :
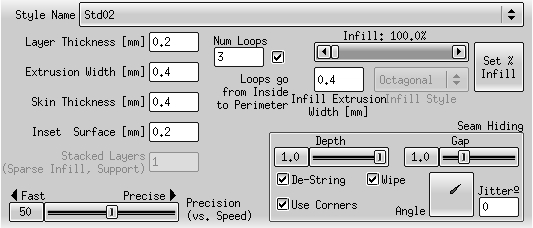
Toutes les valeurs à 0.4 sont celles que j'ai modifié avec en plus le 0.2 de couche
Et mon 100% de remplissage habituel car j'aime avoir des pièces 100% solide...
Toutes les valeurs à 0.4 sont celles que j'ai modifié avec en plus le 0.2 de couche
Et mon 100% de remplissage habituel car j'aime avoir des pièces 100% solide...
Dernière édition par statis le Mar 18 Avr - 17:12, édité 1 fois
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Débuts de tests avec kisslicer
![]() par statis Mar 18 Avr - 17:10
par statis Mar 18 Avr - 17:10
Le support :
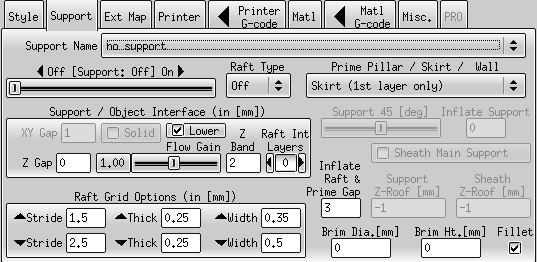
L'utilisateur avait créé un support "no support" qui me convenait car j'inclus mes Brims à la modélisation.
L'utilisateur avait créé un support "no support" qui me convenait car j'inclus mes Brims à la modélisation.
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Débuts de tests avec kisslicer
![]() par statis Mar 18 Avr - 17:15
par statis Mar 18 Avr - 17:15
Le ext map :
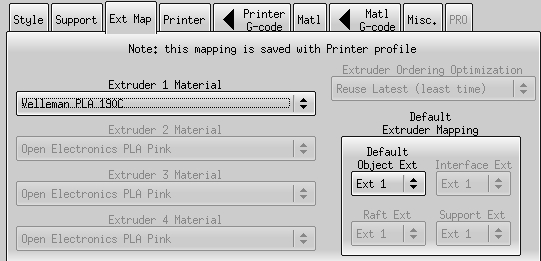
J'ai choisi un PLA à 190° dans la liste puisque cela me convenait.
En fait les paramètres de ce choix se retrouvent dans l'onglet Mat1
J'ai choisi un PLA à 190° dans la liste puisque cela me convenait.
En fait les paramètres de ce choix se retrouvent dans l'onglet Mat1
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Débuts de tests avec kisslicer
![]() par statis Mar 18 Avr - 17:30
par statis Mar 18 Avr - 17:30
Dans printer il y avait la possibilité de choisir une imprimante qui avait été créée par l'utilisateur qui a rempli plusieurs onglets
Le "hardware" :
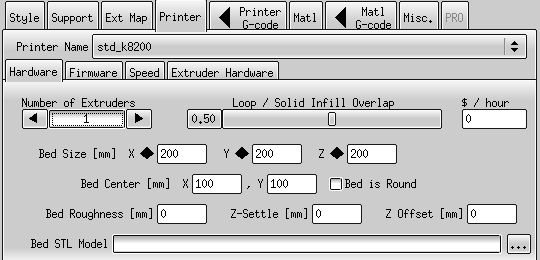
qui m'a fait comprendre que l'extrusion ne touchait pas le plateau si les valeurs Z-settle et z-offset n'étaient pas à zéro...
Il y avait un bed roughness qui n'était pas à zéro alors que pour am k8200 il pouvait l'être.
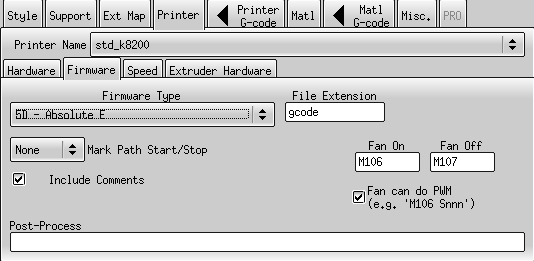
Pour le "firmware" je n'ai touché à rien :
Pas de modif sur "speed" pour le test :

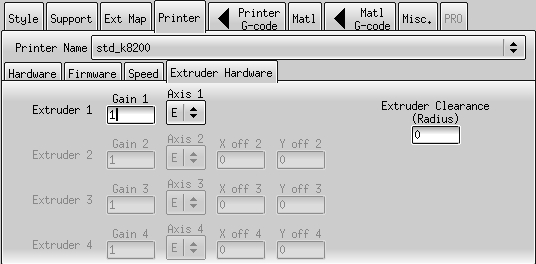
Et pour "extruder hardware" j'ai laissé tel quel :
Le "hardware" :
qui m'a fait comprendre que l'extrusion ne touchait pas le plateau si les valeurs Z-settle et z-offset n'étaient pas à zéro...
Il y avait un bed roughness qui n'était pas à zéro alors que pour am k8200 il pouvait l'être.
Pour le "firmware" je n'ai touché à rien :
Pas de modif sur "speed" pour le test :
Et pour "extruder hardware" j'ai laissé tel quel :
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Débuts de tests avec kisslicer
![]() par statis Mar 18 Avr - 18:10
par statis Mar 18 Avr - 18:10
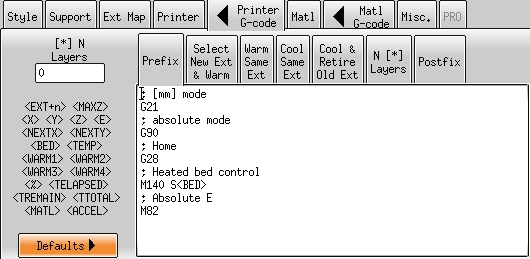
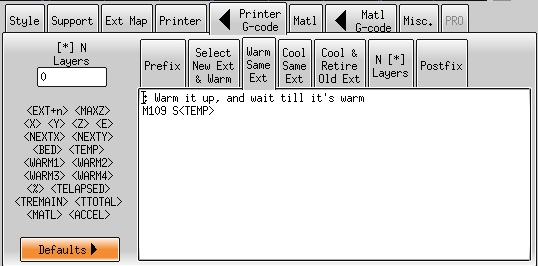
Dans l'onglet printer Gcode il y avait des codes absents voir inadaptés.
Au premier découpage le soft n'a pas voulu aller plus loin si les vides n'étaient pas remplis et je l'ai fait selon les exemples qu'il y avait dans les boites d'alertes.
Et le plateau ne montait en température etc...
Il y a un bouton defaults que j'ai testé pour chaque sous-onglets et en visu cela paraissait mieux ainsi que le découpage qui pouvait se terminer.
Sur le premier "prefix" on voit que le bed est géré :
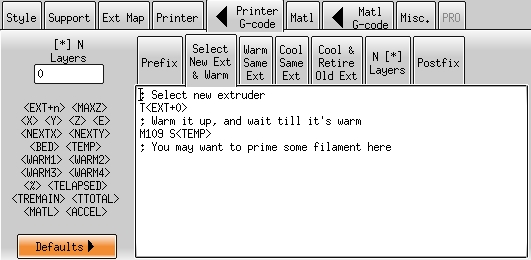
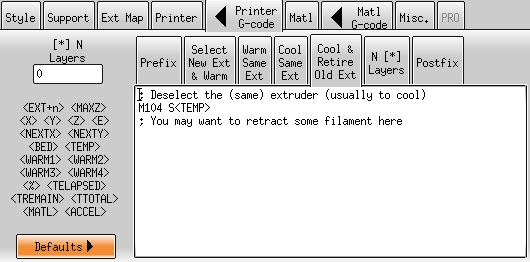
Pour "select new ext..." ont voit que l'extrudeur est géré aussi :
Pour "warm same..." il y a une répétition de la commande de chauffe de l'extrudeur, je ne sais pourquoi mais j'ai laissé car c'est une des partie qui générait une alerte :
Pareil pour "cool same ..." que je n'ai pas touché pour ne pas avoir d'alerte :

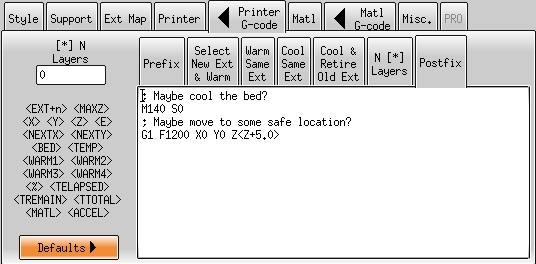
Idem pour "cool retire..." laissé avec le code mis par le bouton :
Nlayers et postfix non modifiés aussi :

Au premier découpage le soft n'a pas voulu aller plus loin si les vides n'étaient pas remplis et je l'ai fait selon les exemples qu'il y avait dans les boites d'alertes.
Et le plateau ne montait en température etc...
Il y a un bouton defaults que j'ai testé pour chaque sous-onglets et en visu cela paraissait mieux ainsi que le découpage qui pouvait se terminer.
Sur le premier "prefix" on voit que le bed est géré :
Pour "select new ext..." ont voit que l'extrudeur est géré aussi :
Pour "warm same..." il y a une répétition de la commande de chauffe de l'extrudeur, je ne sais pourquoi mais j'ai laissé car c'est une des partie qui générait une alerte :
Pareil pour "cool same ..." que je n'ai pas touché pour ne pas avoir d'alerte :
Idem pour "cool retire..." laissé avec le code mis par le bouton :
Nlayers et postfix non modifiés aussi :
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Débuts de tests avec kisslicer
![]() par statis Mar 18 Avr - 18:15
par statis Mar 18 Avr - 18:15
Le fameux onglet "Mat1" :

Pour éventuellement le modifier il y a un bouton copy material qui permet de créer un nouveau matérial et de le modifier:

Ce bouton change en fonction de l'onglet, c'est avec ce type de modification que l'utilisateur a créé des paramètres avec plusieurs profils
Pour éventuellement le modifier il y a un bouton copy material qui permet de créer un nouveau matérial et de le modifier:
Ce bouton change en fonction de l'onglet, c'est avec ce type de modification que l'utilisateur a créé des paramètres avec plusieurs profils
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Débuts de tests avec kisslicer
![]() par statis Mar 18 Avr - 18:21
par statis Mar 18 Avr - 18:21
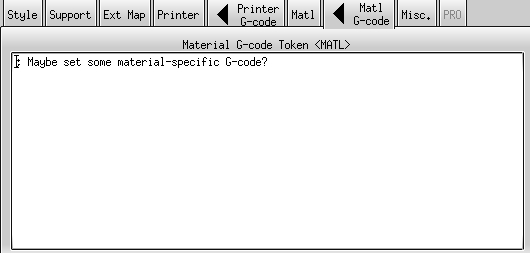
L'onglet "mat1 gcode" est un mystère ;
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()

statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Débuts de tests avec kisslicer
![]() par statis Mar 18 Avr - 18:29
par statis Mar 18 Avr - 18:29
Pour l'onglet "pro" il faut dégainer du Paypal...
Et pour moi ce n'est pas possible car Paypal ne sait pas gérer les e-cartes bleues...
Et pour moi ce n'est pas possible car Paypal ne sait pas gérer les e-cartes bleues...
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Débuts de tests avec kisslicer
![]() par statis Mar 18 Avr - 19:39
par statis Mar 18 Avr - 19:39
1ere impression (dans les deux sens du terme) ?
La pièce pour le test :
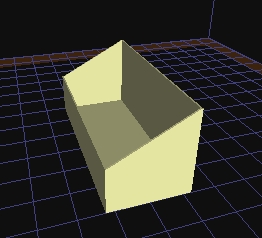
Le résultat (j'ai séparé la base pour mieux montrer la dentelle des parois) :
Et gros stress car la "dentelle" c'est souvent un problème d'extrudeur...
Une impression de la pièce avec un GCODE made in Cura m'a rassuré.
2eme impression, ma pièce de test http://www.thingiverse.com/thing:2205042
Désolé je ne mettrais pas de photo car je suis nul pour arriver à montrer les surfaces...
Mais en description une sous-extrusion à peine visible et des dimensions proches de celles qui ont constitué le modèle.
La pièce qui est sortie en dentelle a des parois de 0.5mm, Cura fait deux passages pour l'imprimer ce qui fausse l'épaisseur mais permet l'impression...
J'ai donc pensé à modifier les 0.4 concernant l'extrusion mais pareil de la dentelle...
En mettant le paramètre inset (???) à 0 alors que l'aide quand on passe le curseur sur le champ indique que la valeur doit être >0 et la dentelle a disparu pour une paroi très proche de 0.5mm

Problème quand même car les couches ne sont pas bien soudées entre elles et la pièce se casse à la moindre torsion...
Ne sachant pas comment modifier le flux, j'ai changé mes valeurs de pas/mm de l'extrudeur de 600 à 625 et pareil, grosse fragilité...
Un détail, l'extrudeur fait peut-être trop de tractation d'après l'observation de ses mouvements mais pareil il n'y a pas de tutorial en français pour trouver le paramètre à changer en test...
J'ai pas trop de temps pour continuer les tests de kisslicer...
Cela pourrait être dommage car s'il y a un meilleur respect des côtes cela pourrait être intéressant...
La pièce pour le test :
Le résultat (j'ai séparé la base pour mieux montrer la dentelle des parois) :
Et gros stress car la "dentelle" c'est souvent un problème d'extrudeur...
Une impression de la pièce avec un GCODE made in Cura m'a rassuré.
2eme impression, ma pièce de test http://www.thingiverse.com/thing:2205042
Désolé je ne mettrais pas de photo car je suis nul pour arriver à montrer les surfaces...
Mais en description une sous-extrusion à peine visible et des dimensions proches de celles qui ont constitué le modèle.
La pièce qui est sortie en dentelle a des parois de 0.5mm, Cura fait deux passages pour l'imprimer ce qui fausse l'épaisseur mais permet l'impression...
J'ai donc pensé à modifier les 0.4 concernant l'extrusion mais pareil de la dentelle...
En mettant le paramètre inset (???) à 0 alors que l'aide quand on passe le curseur sur le champ indique que la valeur doit être >0 et la dentelle a disparu pour une paroi très proche de 0.5mm
Problème quand même car les couches ne sont pas bien soudées entre elles et la pièce se casse à la moindre torsion...
Ne sachant pas comment modifier le flux, j'ai changé mes valeurs de pas/mm de l'extrudeur de 600 à 625 et pareil, grosse fragilité...
Un détail, l'extrudeur fait peut-être trop de tractation d'après l'observation de ses mouvements mais pareil il n'y a pas de tutorial en français pour trouver le paramètre à changer en test...
J'ai pas trop de temps pour continuer les tests de kisslicer...
Cela pourrait être dommage car s'il y a un meilleur respect des côtes cela pourrait être intéressant...
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Débuts de tests avec kisslicer
![]() par statis Mar 18 Avr - 20:11
par statis Mar 18 Avr - 20:11
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Débuts de tests avec kisslicer
![]() par statis Mar 23 Mai - 21:29
par statis Mar 23 Mai - 21:29
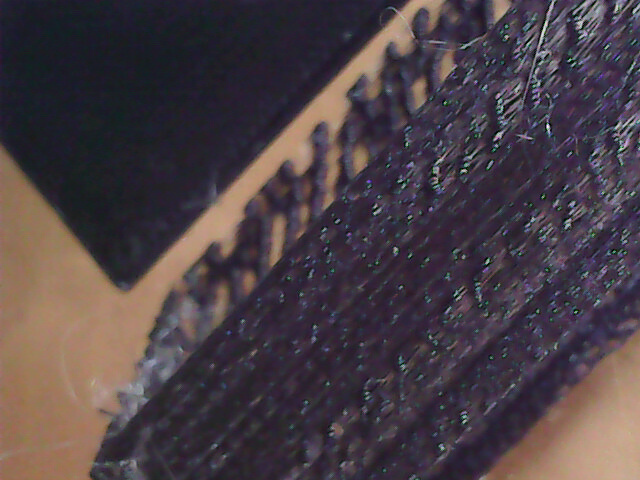
Et voilà la suite...

Comme on peut le remarquer avec un mode photo donnant le plus de détails possibles, la texture du plastique n'est plus ondulée ni boudinée. On est plus proche d'une pigmentation lissée acceptable que des résultats médiocres obtenus en comparaison avec Cura, Slic3R et Simplify3D.
Cette pigmentation est plus acceptable que le rendu obtenu avec Flashprint sur une Dreamer.
Devinette, quelle hauteur de couche ?
- 0.25
- 0.20
- 0.15
- 0.10
- 0.05
Attention, il y a un défaut à la "couture" qui peut-être a une solution...
Et aussi certaines parties (non visibles sur la photo) qui ne sont pas aussi régulières dans des zones typiques à la pièces qui demande des passages "à vide" de la tête mais la régularité est présente la où la pièce n'est pas complexe.
Un détail, j'ai dernièrement revu la captation de température sur le tête à cause d'une instabilité qui ne me plaisait pas.
Il faut que je confronte les réglages au début du sujet et mes actuels car j'ai coupé la ventilation de pièce et baissé la vitesse.
Une chose est sure, ma k8200 n'a aucun défaut mécanique sinon je ne pourrais avoir telle régularité et donc les slicers sont une source principale des "irrégularités" de surface...
Pour la partie "côtes", les parois qui dans le modèle sont de 0.5mm d'épaisseur, sont très proches et juste plus fausses de .05 par rapport à une pièce slicée par Flashprint sur une Dreamer.
Ce point est prometteur
Je vais donc poursuivre mes tests avec Kisslicer et les autres mais il me semble le plus prometteur.
Comme on peut le remarquer avec un mode photo donnant le plus de détails possibles, la texture du plastique n'est plus ondulée ni boudinée. On est plus proche d'une pigmentation lissée acceptable que des résultats médiocres obtenus en comparaison avec Cura, Slic3R et Simplify3D.
Cette pigmentation est plus acceptable que le rendu obtenu avec Flashprint sur une Dreamer.
Devinette, quelle hauteur de couche ?
- 0.25
- 0.20
- 0.15
- 0.10
- 0.05
Attention, il y a un défaut à la "couture" qui peut-être a une solution...
Et aussi certaines parties (non visibles sur la photo) qui ne sont pas aussi régulières dans des zones typiques à la pièces qui demande des passages "à vide" de la tête mais la régularité est présente la où la pièce n'est pas complexe.
Un détail, j'ai dernièrement revu la captation de température sur le tête à cause d'une instabilité qui ne me plaisait pas.
Il faut que je confronte les réglages au début du sujet et mes actuels car j'ai coupé la ventilation de pièce et baissé la vitesse.
Une chose est sure, ma k8200 n'a aucun défaut mécanique sinon je ne pourrais avoir telle régularité et donc les slicers sont une source principale des "irrégularités" de surface...
Pour la partie "côtes", les parois qui dans le modèle sont de 0.5mm d'épaisseur, sont très proches et juste plus fausses de .05 par rapport à une pièce slicée par Flashprint sur une Dreamer.
Ce point est prometteur
Je vais donc poursuivre mes tests avec Kisslicer et les autres mais il me semble le plus prometteur.
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
![]()

 Sujets similaires
Sujets similaires» Le home avec Simplify3D
» Réconciliation avec le PLA
» Impression avec du Ninjaflex sur la k8200
» Bourrage Extrudeur avec ABS
» Problème avec Slic3r
» Réconciliation avec le PLA
» Impression avec du Ninjaflex sur la k8200
» Bourrage Extrudeur avec ABS
» Problème avec Slic3r
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum