Avis sur impression
4 participants
Page 1 sur 1
![]()
 Avis sur impression
Avis sur impression
![]() par mikeadlib Dim 17 Déc - 18:08
par mikeadlib Dim 17 Déc - 18:08
Bonjour,
J'ai un problème sur une impression (le support du petit ventilo)

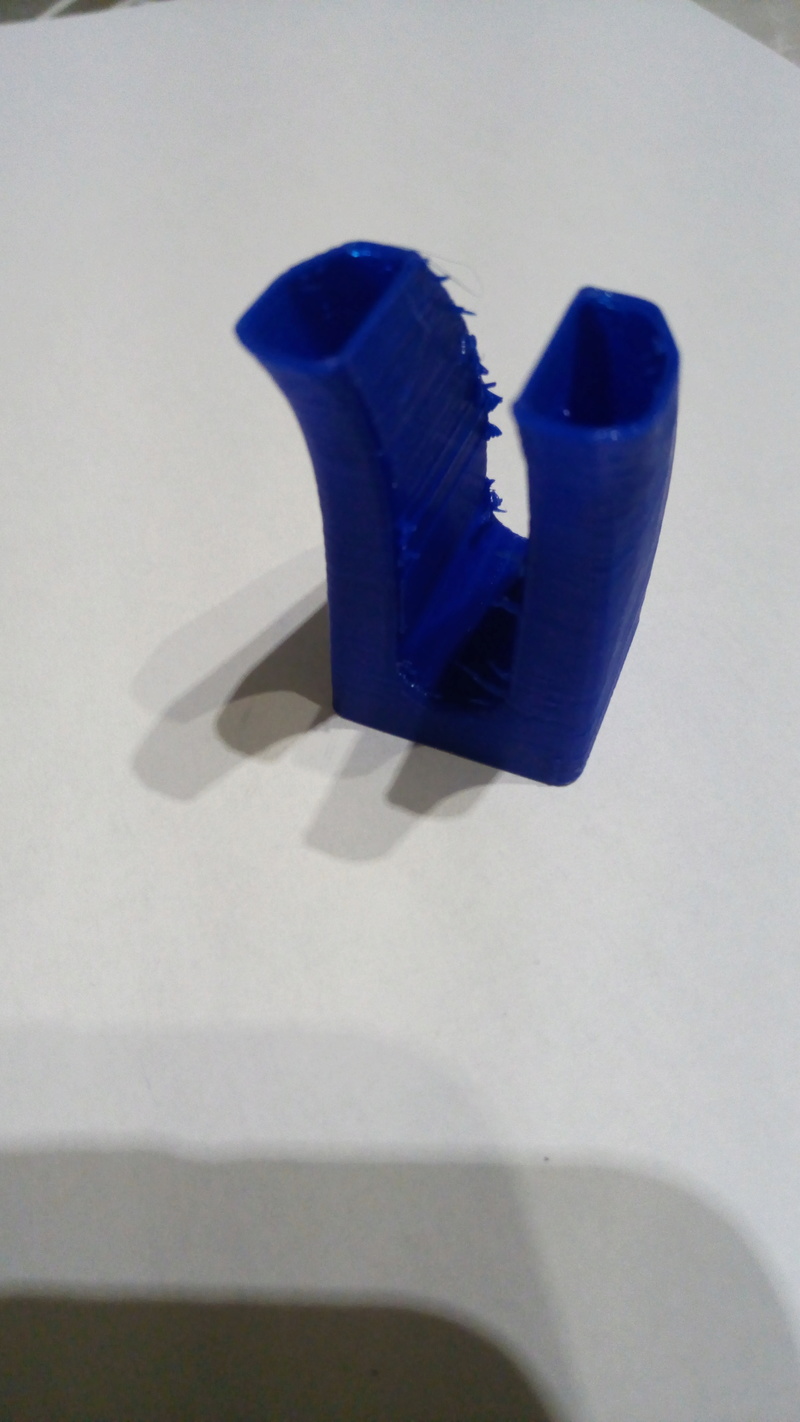
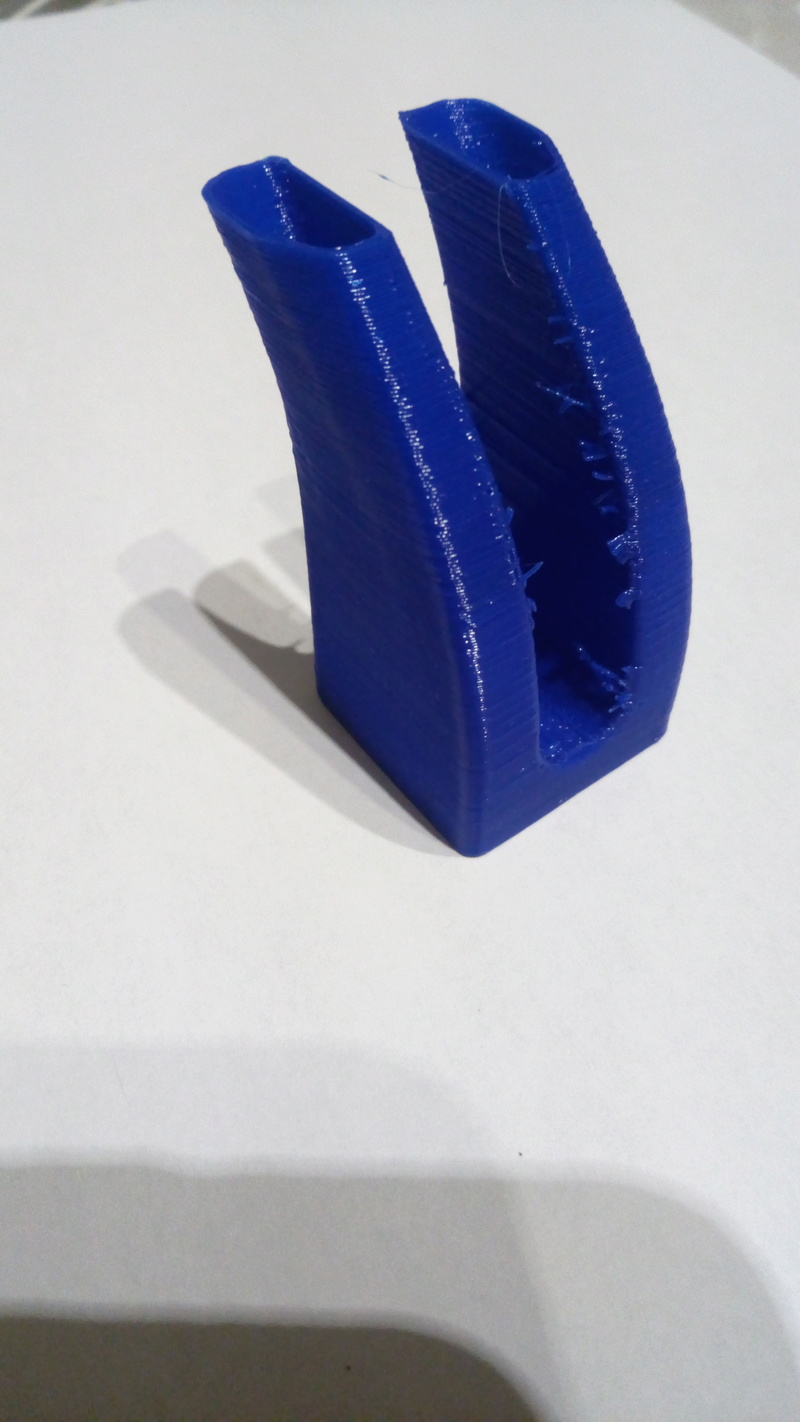
J'imprime avec du PLA avec un flow a 70% et temp a 172°C
La vitesse de retraction à 130mm/s et une distance de 4mm.
c'est vraiment le transfère d'un pilier à l'autre qui embarque un peu de matière.
J'aimerais avoir vos avis.
Merci,
J'ai un problème sur une impression (le support du petit ventilo)
J'imprime avec du PLA avec un flow a 70% et temp a 172°C
La vitesse de retraction à 130mm/s et une distance de 4mm.
c'est vraiment le transfère d'un pilier à l'autre qui embarque un peu de matière.
J'aimerais avoir vos avis.
Merci,
mikeadlib- Messages : 34
Date d'inscription : 11/05/2015
![]()
![]()
Re: Avis sur impression
![]() par Tag Lun 18 Déc - 7:33
par Tag Lun 18 Déc - 7:33
Salut,
si ton extrudeur est un bowden, essaye d'augmenter la distance de rétractation encore un peu.
ci après quelques explications sur le phénomène
https://www.simplify3d.com/support/print-quality-troubleshooting/#stringing-or-oozing
si ton extrudeur est un bowden, essaye d'augmenter la distance de rétractation encore un peu.
ci après quelques explications sur le phénomène
https://www.simplify3d.com/support/print-quality-troubleshooting/#stringing-or-oozing
Tag- Messages : 781
Date d'inscription : 26/03/2014
Age : 57
![]()
![]()
Re: Avis sur impression
![]() par mikeadlib Lun 18 Déc - 11:10
par mikeadlib Lun 18 Déc - 11:10
Salut tag et merci pour ta réponse, de plus le site est parfait pour debugger les problèmes d impression.
Je test la distance de rétractation des que possible.
Je test la distance de rétractation des que possible.
mikeadlib- Messages : 34
Date d'inscription : 11/05/2015
![]()
![]()
Re: Avis sur impression
![]() par mikeadlib Mar 19 Déc - 13:10
par mikeadlib Mar 19 Déc - 13:10
Salut,
J'ai plusieurs essaie avec une distance de rétraction = 8mm.
Toujours le phénomène, la pièce semble mieux malgré ça.
Je vois sur simplify3d que en bowden, la distance de rétraction peux aller jusqu'à 15mm.
Pour les possesseur de la K8400, combien avez vous réglez ce paramètre.
Sinon au niveau du Flow, j'ai vu sur le wiki qu'avec du PLA, il faut un flow de 70%, j'ai pas l'impression d'avoir une différence entre 70 ou 100%.
Merci pour vos aides
J'ai plusieurs essaie avec une distance de rétraction = 8mm.
Toujours le phénomène, la pièce semble mieux malgré ça.
Je vois sur simplify3d que en bowden, la distance de rétraction peux aller jusqu'à 15mm.
Pour les possesseur de la K8400, combien avez vous réglez ce paramètre.
Sinon au niveau du Flow, j'ai vu sur le wiki qu'avec du PLA, il faut un flow de 70%, j'ai pas l'impression d'avoir une différence entre 70 ou 100%.
Merci pour vos aides
mikeadlib- Messages : 34
Date d'inscription : 11/05/2015
![]()
![]()
Re: Avis sur impression
![]() par statis Mar 19 Déc - 23:46
par statis Mar 19 Déc - 23:46
Salut Mikeadlib,
Désolé pour toi je n'ai pas une K8400, je déteste le système bowden...
Donc je reste sur les bases "standard" d'impression.
Ton flux est le même de couche en couche tout comme la rétractation. Les débordements sont irréguliers, il y a donc certainement une autre ou plusieurs causes additionnelles.
Je vois que tu as réglé une vitesse de rétractation élevée, c'est plutôt celle du déplacement hors impression qui doit l'être.
Avec du PLA le refroidissement de la pièce évite des bourrelets dans le cas d'un déplacement dans le vide, peut-être faut-il augmenter la vitesse du "ventilateur de pièce" sur la k8400 si elle en a un ou le faire à la main...
Désolé pour toi je n'ai pas une K8400, je déteste le système bowden...
Donc je reste sur les bases "standard" d'impression.
Ton flux est le même de couche en couche tout comme la rétractation. Les débordements sont irréguliers, il y a donc certainement une autre ou plusieurs causes additionnelles.
Je vois que tu as réglé une vitesse de rétractation élevée, c'est plutôt celle du déplacement hors impression qui doit l'être.
Avec du PLA le refroidissement de la pièce évite des bourrelets dans le cas d'un déplacement dans le vide, peut-être faut-il augmenter la vitesse du "ventilateur de pièce" sur la k8400 si elle en a un ou le faire à la main...

statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Avis sur impression
![]() par KERGUELEN Jeu 21 Déc - 15:00
par KERGUELEN Jeu 21 Déc - 15:00
salut mikeadlib, salut statis , salut tag
tiens, regarde ce lien : http://www.kluge.io/2017/05/calibrer-les-pas-de-lextrudeur.html
tu commences par régler les pas de l'extudeur comme c'est bien expliqué là. ensuite n'oublie pas de repasser le flow dans repetier a 100% dans l'onglet réglage filament (pas comme moi !!!)
pour ce qui est de la rétraction je suis à 6mm. temp pla à 175/180°. j'utilise repetier host 2.0.5. épluche un peu le blog c'est intéressant.a vue de nez je pense (mais je suis pas un expert) que tu as une sur-extrusion. active la rétraction dans repetier, et éventuellement tu mets un zhop à 0.2mm ca fait remonter un peu la tete entre chaque couche.
tu utilises quoi comme trancheur ?
voila, si ca peut de servir!. jm
je pense que tu travailles avec simplify, la je peux pas t'aider.
tiens, regarde ce lien : http://www.kluge.io/2017/05/calibrer-les-pas-de-lextrudeur.html
tu commences par régler les pas de l'extudeur comme c'est bien expliqué là. ensuite n'oublie pas de repasser le flow dans repetier a 100% dans l'onglet réglage filament (pas comme moi !!!)
pour ce qui est de la rétraction je suis à 6mm. temp pla à 175/180°. j'utilise repetier host 2.0.5. épluche un peu le blog c'est intéressant.a vue de nez je pense (mais je suis pas un expert) que tu as une sur-extrusion. active la rétraction dans repetier, et éventuellement tu mets un zhop à 0.2mm ca fait remonter un peu la tete entre chaque couche.
tu utilises quoi comme trancheur ?
voila, si ca peut de servir!. jm
je pense que tu travailles avec simplify, la je peux pas t'aider.
KERGUELEN- Messages : 88
Date d'inscription : 16/11/2016
Age : 71
Localisation : audignon 40500
![]()
![]()
Re: Avis sur impression
![]() par statis Jeu 21 Déc - 23:44
par statis Jeu 21 Déc - 23:44
Salut Kuerguelen,
Je n'avais pas pensé à conseiller à Mikeadlib un calibrage de son extrudeur...
Il fallait déjà le faire sur la K8200, ce qui somme toute est un peu normal vu que la tension du ressort est "réglable" sur la tête de cette imprimante. J'utilise une cale pour toujours avoir la même pression sur le filament.
Pour la Vertex, je remarque que brelleman a encore montré son incompétence dans le domaine...
Je comprend mieux pourquoi il est question de flow à 70% dans les conseils "moisis" que l'on peut trouver sur le matos brelleman...
Sur S3D le flow se règle dans l'onglet extrudeuse "multiplication d'extrusion", pour avoir 100% il faut mettre 1.00
Cependant un extrudeur en sur-extrusion devrait être compensé par un flow plus bas, avant de recalibrer je tenterais du 60% voir du 50%. Mon instinct est en alarme en voyant l’irrégularité de surplus de matière.
Calibrer un "très mauvais extrudeur" est nécessaire mais je pense qu'il y a aussi une "instabilité" quelque part.
Brelleman à fourni des K8200 avec des poulies voilées sur une de ses séries, j'espère qu'il n'a pas remis çà avec les Vertex...
Si le calibrage fait disparaître le problème alors brelleman devrait intégrer la procédure dans sa notice de montage mais pour moi ce sont de gros nuls qui devraient fortement se remettre en question car une imprimante qui d'origine ne peut qu'utiliser du PLA peut se trouver à 300 euros en "toute montée d'usine" :
https://www.amazon.fr/s/?ie=UTF8&keywords=da+vinci+mini&tag=googhydr0a8-21&index=aps&hvadid=185254275836&hvpos=1t1&hvnetw=g&hvrand=7488405102346937515&hvpone=&hvptwo=&hvqmt=e&hvdev=c&hvdvcmdl=&hvlocint=&hvlocphy=9049868&hvtargid=kwd-1114521749&ref=pd_sl_292wbxyol0_e
Bon une Da Vinci Mini n'a une surface d'impression que de 150mmx150mm mais vu les résultats qu'a un collègue avec leur filament, bonne résistance et bon aspect de pièce, et que de toute manière un plateau est toujours trop petit pour ce que l'on à faire, autant ne plus perdre tant d'argent avec des kits mal faits...
Je n'avais pas pensé à conseiller à Mikeadlib un calibrage de son extrudeur...
Il fallait déjà le faire sur la K8200, ce qui somme toute est un peu normal vu que la tension du ressort est "réglable" sur la tête de cette imprimante. J'utilise une cale pour toujours avoir la même pression sur le filament.
Pour la Vertex, je remarque que brelleman a encore montré son incompétence dans le domaine...
Je comprend mieux pourquoi il est question de flow à 70% dans les conseils "moisis" que l'on peut trouver sur le matos brelleman...
Sur S3D le flow se règle dans l'onglet extrudeuse "multiplication d'extrusion", pour avoir 100% il faut mettre 1.00
Cependant un extrudeur en sur-extrusion devrait être compensé par un flow plus bas, avant de recalibrer je tenterais du 60% voir du 50%. Mon instinct est en alarme en voyant l’irrégularité de surplus de matière.
Calibrer un "très mauvais extrudeur" est nécessaire mais je pense qu'il y a aussi une "instabilité" quelque part.
Brelleman à fourni des K8200 avec des poulies voilées sur une de ses séries, j'espère qu'il n'a pas remis çà avec les Vertex...
Si le calibrage fait disparaître le problème alors brelleman devrait intégrer la procédure dans sa notice de montage mais pour moi ce sont de gros nuls qui devraient fortement se remettre en question car une imprimante qui d'origine ne peut qu'utiliser du PLA peut se trouver à 300 euros en "toute montée d'usine" :
https://www.amazon.fr/s/?ie=UTF8&keywords=da+vinci+mini&tag=googhydr0a8-21&index=aps&hvadid=185254275836&hvpos=1t1&hvnetw=g&hvrand=7488405102346937515&hvpone=&hvptwo=&hvqmt=e&hvdev=c&hvdvcmdl=&hvlocint=&hvlocphy=9049868&hvtargid=kwd-1114521749&ref=pd_sl_292wbxyol0_e
Bon une Da Vinci Mini n'a une surface d'impression que de 150mmx150mm mais vu les résultats qu'a un collègue avec leur filament, bonne résistance et bon aspect de pièce, et que de toute manière un plateau est toujours trop petit pour ce que l'on à faire, autant ne plus perdre tant d'argent avec des kits mal faits...
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Avis sur impression
![]() par KERGUELEN Ven 22 Déc - 7:28
par KERGUELEN Ven 22 Déc - 7:28
salut statis, dis donc tu te lèves tot ou tu ne te couches pas !!!
je te rejoins sur beaucoup de points, le fait de mettre le flow (en fait à 74%) ramène l'extrusion pré-réglée à la valeur correcte à savoir : le paramètre de base de la version repetier host vertex est à 200pas pour l'extrudeur. après contrôle celui ci sort 130mm pour 100 demandé. une fois recalibré pour bien avoir 100mm en sortie on arrive (enfin moi) à avoir une valeur de pas de 147.05. si tu multiplies 200*74% tu arrives à148 pas . effectivement ca se rejoint tout ca , mais je pense ( à mon humble avis) que le flow ne devrait servir qu'à compenser une différence de température entre différents types de filaments, fuidité etc . maintenant, reste à savoir si la temp affichée sur la machine de mikeadlib est bien la temp réelle; en générale celle ci est au moins de +10° par rapport à la temp affichée (mesure au thermocouple) et plus tu montes en temp plus l'écart augmente. après, il peut y avoir d'autres sources du pb, mais la, j'avoue mon incompétence.
dis moi, s3d mérite t il vraiment le coup ? j'ai vu tellement d'avis divergents et avant de larguer encore du blé je voudrais bien savoir réellement ce qu'il en est. voila, bonnes impressions et bonnes fetes de fin d'année !! jeanmichel
je te rejoins sur beaucoup de points, le fait de mettre le flow (en fait à 74%) ramène l'extrusion pré-réglée à la valeur correcte à savoir : le paramètre de base de la version repetier host vertex est à 200pas pour l'extrudeur. après contrôle celui ci sort 130mm pour 100 demandé. une fois recalibré pour bien avoir 100mm en sortie on arrive (enfin moi) à avoir une valeur de pas de 147.05. si tu multiplies 200*74% tu arrives à148 pas . effectivement ca se rejoint tout ca , mais je pense ( à mon humble avis) que le flow ne devrait servir qu'à compenser une différence de température entre différents types de filaments, fuidité etc . maintenant, reste à savoir si la temp affichée sur la machine de mikeadlib est bien la temp réelle; en générale celle ci est au moins de +10° par rapport à la temp affichée (mesure au thermocouple) et plus tu montes en temp plus l'écart augmente. après, il peut y avoir d'autres sources du pb, mais la, j'avoue mon incompétence.
dis moi, s3d mérite t il vraiment le coup ? j'ai vu tellement d'avis divergents et avant de larguer encore du blé je voudrais bien savoir réellement ce qu'il en est. voila, bonnes impressions et bonnes fetes de fin d'année !! jeanmichel
KERGUELEN- Messages : 88
Date d'inscription : 16/11/2016
Age : 71
Localisation : audignon 40500
![]()
![]()
Re: Avis sur impression
![]() par statis Ven 22 Déc - 23:42
par statis Ven 22 Déc - 23:42
Salut Kerguelen,
Tu as raison, une mauvaise tête peut donner des valeurs de température fausses donc Mikeadlib devrait aussi calibrer ce point :
https://www.lesimprimantes3d.fr/forum/topic/2481-tuto-cr%C3%A9er-une-tour-pour-d%C3%A9finir-la-temp%C3%A9rature-dextrusion-id%C3%A9ale/
Et aussi penser à régler le PID, il y a un sujet mais les manips sont-elles bonnes pour la Vertex... :
https://3dprinting.forumactif.org/t226-reglage-du-pid-aux-petis-oignons
Une variation de la température combinée à l'effet ressort de l’entraînement Bowden pourrait être une cause de surplus de matière "irrégulière", à voir...
En ce qui concerne S3D, j'ai mis un sujet sur les différents slicers :
https://3dprinting.forumactif.org/t726-le-fond-du-probleme-imprimante-vs-imprimante-slicer-vs-slicer
S3D a l'avantage de pouvoir piloter (plus ou moins bien...) différentes imprimantes, pour moi il est trop cher mais quand même capable de faire rivaliser ma K8200UM avec ma Dreamer...
Tu as raison, une mauvaise tête peut donner des valeurs de température fausses donc Mikeadlib devrait aussi calibrer ce point :
https://www.lesimprimantes3d.fr/forum/topic/2481-tuto-cr%C3%A9er-une-tour-pour-d%C3%A9finir-la-temp%C3%A9rature-dextrusion-id%C3%A9ale/
Et aussi penser à régler le PID, il y a un sujet mais les manips sont-elles bonnes pour la Vertex... :
https://3dprinting.forumactif.org/t226-reglage-du-pid-aux-petis-oignons
Une variation de la température combinée à l'effet ressort de l’entraînement Bowden pourrait être une cause de surplus de matière "irrégulière", à voir...
En ce qui concerne S3D, j'ai mis un sujet sur les différents slicers :
https://3dprinting.forumactif.org/t726-le-fond-du-probleme-imprimante-vs-imprimante-slicer-vs-slicer
S3D a l'avantage de pouvoir piloter (plus ou moins bien...) différentes imprimantes, pour moi il est trop cher mais quand même capable de faire rivaliser ma K8200UM avec ma Dreamer...
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Avis sur impression
![]() par KERGUELEN Sam 23 Déc - 9:46
par KERGUELEN Sam 23 Déc - 9:46
salut statis,
pour le pid , y a pas de pb ca fonctionne bien avec le m303 sur la 8400
bonne journée jm
pour le pid , y a pas de pb ca fonctionne bien avec le m303 sur la 8400
bonne journée jm
KERGUELEN- Messages : 88
Date d'inscription : 16/11/2016
Age : 71
Localisation : audignon 40500
![]()
![]()
Re: Avis sur impression
![]() par mikeadlib Sam 23 Déc - 18:35
par mikeadlib Sam 23 Déc - 18:35
Bonjour Statis, KERGUELEN,
Merci pour vos conseils,
J'ai l'imprimante depuis 2015, mais je n'ai pas imprimé beaucoup de pièce. La je me penche vraiment dessus, j'ai commandé les pièces pour avoir le plateau chauffant.
Je me souvient avoir réglé les pas en mm de l'extrudeur.
Donc je comprend mieux l'histoire du flow. Je le laisse à 100%
Je vais suivre vos conseils un par un et tester plusieurs impression.
Sinon le blog kluge.io , j'ai également fait l’acquisition d'une cnc 2418 pour également créer mes pcb, on est sur la même longueur d'onde...
Je vous tiens au courant des résultats.
Merci
Merci pour vos conseils,
J'ai l'imprimante depuis 2015, mais je n'ai pas imprimé beaucoup de pièce. La je me penche vraiment dessus, j'ai commandé les pièces pour avoir le plateau chauffant.
Je me souvient avoir réglé les pas en mm de l'extrudeur.
Donc je comprend mieux l'histoire du flow. Je le laisse à 100%
Je vais suivre vos conseils un par un et tester plusieurs impression.
Sinon le blog kluge.io , j'ai également fait l’acquisition d'une cnc 2418 pour également créer mes pcb, on est sur la même longueur d'onde...
Je vous tiens au courant des résultats.
Merci
mikeadlib- Messages : 34
Date d'inscription : 11/05/2015
![]()
![]()
Re: Avis sur impression
![]() par mikeadlib Mer 14 Fév - 20:00
par mikeadlib Mer 14 Fév - 20:00
Bonjour,
Bon je reviens après quelques temps car j'ai reçu tous le materiel pour modifier l'imprimante, c'est bon je suis passé a l'ABS et j'en suis ravi, mais problème de coulure ne sont plus présente. Surement mon PLA qui a pris l'humidité.
Sinon j'ai une question, niveau Gcode de commencement, comment fait-on pour que le lit chauffe en même temps que la tete d'impression ?
Etant donné que j'ai 2 alimentations séparé, je peux me le permettre.
Merci
Bon je reviens après quelques temps car j'ai reçu tous le materiel pour modifier l'imprimante, c'est bon je suis passé a l'ABS et j'en suis ravi, mais problème de coulure ne sont plus présente. Surement mon PLA qui a pris l'humidité.
Sinon j'ai une question, niveau Gcode de commencement, comment fait-on pour que le lit chauffe en même temps que la tete d'impression ?
Etant donné que j'ai 2 alimentations séparé, je peux me le permettre.
Merci
mikeadlib- Messages : 34
Date d'inscription : 11/05/2015
![]()
![]()
Re: Avis sur impression
![]() par KERGUELEN Jeu 15 Fév - 7:50
par KERGUELEN Jeu 15 Fév - 7:50
salut mikeadlib, pour ce qui est de la chauffe du bed, la , je ne peux te dire, je commande tout en externe, je ne passe pas par la carte. pour ton pb, as tu essayé de jouer avec le z HOP? C est un relevage de la tete lors d'un déplacement au dessus de zone non imprimée, combiné avec la rétraction ? ca pourrait (peut etre) t'éviter les filoches... jm question con : ta rétraction est bien activée dans réglages cura ?
KERGUELEN- Messages : 88
Date d'inscription : 16/11/2016
Age : 71
Localisation : audignon 40500
![]()
![]()
Re: Avis sur impression
![]() par statis Jeu 15 Fév - 22:16
par statis Jeu 15 Fév - 22:16
Salut mikeadlib,
Pour faire chauffer les deux en même temps il faut faire un choix car l'un des deux doit recevoir une commande avec un "attendre"
M109: Définir la température de l'extrudeur et attendre
avec M104: Définir la température de l'extrudeur ->la température monte sans que le moment ou elle va être atteinte soit choisi.
M190: Wait for bed temperature to reach target temp
avec M140: Définir la température du plateau chauffant (Rapide) ->la température monte sans que le moment ou elle va être atteinte soit choisi.
L'idéal selon que le plateau mette plus de temps à chauffer est de lancer un préchauffage.
Dans mon cas la tête va être plus lente à monter à 190° que mon plateau à 50° pour du PLA donc en start GCODE j'utilise une séquence de type :
M104 S170 ;préchauffage de l'extrudeur
M190 S50
M109 S190
A 170° mon PLA ne coule pas et l'impression ne doit pas commencer avant que l'extrudeur soit à température. La valeur de préchauffage de l'extrudeur doit être déterminée par le type de filament.
Pour de l'ABS mon plateau est plus lent à chauffer j'utilise une séquence inverse
M140 S100 ;préchauffage du plateau
M109 S230
M190 S100
Si le plateau atteint la température avant l'extrudeur ce n'est pas gênant par contre l'impression ne doit pas commencer tant qu'il n'est pas assez chaud...
Détail du Gcode :
http://reprap.org/wiki/G-code/fr
Pour les problèmes de coulures il faut plus de précisions sur les défauts rencontrés
Pour faire chauffer les deux en même temps il faut faire un choix car l'un des deux doit recevoir une commande avec un "attendre"
M109: Définir la température de l'extrudeur et attendre
avec M104: Définir la température de l'extrudeur ->la température monte sans que le moment ou elle va être atteinte soit choisi.
M190: Wait for bed temperature to reach target temp
avec M140: Définir la température du plateau chauffant (Rapide) ->la température monte sans que le moment ou elle va être atteinte soit choisi.
L'idéal selon que le plateau mette plus de temps à chauffer est de lancer un préchauffage.
Dans mon cas la tête va être plus lente à monter à 190° que mon plateau à 50° pour du PLA donc en start GCODE j'utilise une séquence de type :
M104 S170 ;préchauffage de l'extrudeur
M190 S50
M109 S190
A 170° mon PLA ne coule pas et l'impression ne doit pas commencer avant que l'extrudeur soit à température. La valeur de préchauffage de l'extrudeur doit être déterminée par le type de filament.
Pour de l'ABS mon plateau est plus lent à chauffer j'utilise une séquence inverse
M140 S100 ;préchauffage du plateau
M109 S230
M190 S100
Si le plateau atteint la température avant l'extrudeur ce n'est pas gênant par contre l'impression ne doit pas commencer tant qu'il n'est pas assez chaud...
Détail du Gcode :
http://reprap.org/wiki/G-code/fr
Pour les problèmes de coulures il faut plus de précisions sur les défauts rencontrés
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
![]()

 Sujets similaires
Sujets similaires» Impression d'une figurine (Avis)
» PB D'impression
» plus d'impression
» 1er pas en impression 3D
» Défaut d'impression
» PB D'impression
» plus d'impression
» 1er pas en impression 3D
» Défaut d'impression
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum|
|
|