Poulies GT2 ?
+7
Maxdgdg
TheBugLife
raby_
Tag
TB1065
sv650s
statis
11 participants
Page 4 sur 4
Page 4 sur 4 • ![]() 1, 2, 3, 4
1, 2, 3, 4
![]()
 Re: Poulies GT2 ?
Re: Poulies GT2 ?
![]() par TK9999 Sam 4 Mar - 20:32
par TK9999 Sam 4 Mar - 20:32
Hello, ça fait quelques semaines que je me dis que je dois revenir ici, car je comptais (enfin) faire ses modifications.
je vois que tu essaies de téléverser les infos dans le firmware, mais as-tu essayer via repetier ? je pense qu'il y a moyen de modifier les infos dont tu as besoin dans repetier (sauf erreur de ma part)
je vois que tu essaies de téléverser les infos dans le firmware, mais as-tu essayer via repetier ? je pense qu'il y a moyen de modifier les infos dont tu as besoin dans repetier (sauf erreur de ma part)
TK9999- Messages : 58
Date d'inscription : 14/01/2014
![]()
![]()
Re: Poulies GT2 ?
![]() par christoffyam Sam 4 Mar - 20:59
par christoffyam Sam 4 Mar - 20:59
salut tk9999 , oui la solution est ici: Merci beaucoup pour ton aide TAG, j ai trouver solution du problème je devait aller donc dans Repetier-Host v0.95F, aller dans, configuration, ensuite configuration d EEPROM du firmware, ensuite une fenêtre de configuration d EEPROM s ouvre et il faut recharger config,ensuite sauver dans L EEPROM, voila si quelqu'un a le même soucis voila ce qu il faut faire.
christoffyam
le post complet ici : https://3dprinting.forumactif.org/t682-televersement-problemes-vers-la-carte?nid=1#5880
christoffyam
le post complet ici : https://3dprinting.forumactif.org/t682-televersement-problemes-vers-la-carte?nid=1#5880
christoffyam- Messages : 34
Date d'inscription : 04/03/2017
![]()
![]()
Re: Poulies GT2 ?
![]() par statis Sam 4 Mar - 21:22
par statis Sam 4 Mar - 21:22
Salut christoffyam,
Je vois que tu y es arrivé pendant que j'écrivais, je met quand même la réponse pour infos complémentaires car si tu fais un calibrage recharger le firmware à chaque fois c'est galère
A partir de Repetier ou Ponterface UI (Cura) envoie les commandes suivantes :
M92 X80
M92 Y80
M500
La dernière commande est pour que cela reste en mémoire.
Ensuite il faut vérifier si les valeurs ont vraiment été modifiées avec la commande M503.
Tu devrais avoir une liste qui apparaît avec la ligne
Steps per unit:
->valeurs de pas avec X80 Y80
Cependant cela demande d'avoir le firmware qui autorise les modifications de mémoire en ligne de commande.
Le firmware prenant en charge l'afficheur devait le permettre.
L'afficheur est peut-être cher mais vu qu'il y a déjà de la perte de pas sans les problèmes USB autant travailler sans une source de problème en plus...
Le firmware fonctionnera quand même sans afficheur
Sinon tu peux faire comme le conseille TheBugLife dans le sujet :
https://3dprinting.forumactif.org/t267-calibrage-des-mouvements-x-y-z
Cela autorise l'envoi des commandes
Je vois que tu y es arrivé pendant que j'écrivais, je met quand même la réponse pour infos complémentaires car si tu fais un calibrage recharger le firmware à chaque fois c'est galère
A partir de Repetier ou Ponterface UI (Cura) envoie les commandes suivantes :
M92 X80
M92 Y80
M500
La dernière commande est pour que cela reste en mémoire.
Ensuite il faut vérifier si les valeurs ont vraiment été modifiées avec la commande M503.
Tu devrais avoir une liste qui apparaît avec la ligne
Steps per unit:
->valeurs de pas avec X80 Y80
Cependant cela demande d'avoir le firmware qui autorise les modifications de mémoire en ligne de commande.
Le firmware prenant en charge l'afficheur devait le permettre.
L'afficheur est peut-être cher mais vu qu'il y a déjà de la perte de pas sans les problèmes USB autant travailler sans une source de problème en plus...
Le firmware fonctionnera quand même sans afficheur
Sinon tu peux faire comme le conseille TheBugLife dans le sujet :
https://3dprinting.forumactif.org/t267-calibrage-des-mouvements-x-y-z
TheBugLife a écrit:Il suffit de supprimer le commentaire des deux lignes suivantes dans le fichier configuration.h
#define EEPROM_SETTINGS //<<< uncomment this line!
#define EEPROM_CHITCHAT //<<< uncomment this line!
Ensuite il faut recompiler le firmware et le uploader dans l'imprimante
Cela autorise l'envoi des commandes

statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Poulies GT2 ?
![]() par christoffyam Sam 4 Mar - 21:33
par christoffyam Sam 4 Mar - 21:33
Merci je vais regarder à ca de suite mais pour les commande ou faut elles les écrire dans répétier vu que je n ai jamais fait ca je cherche encore peace je n ai pas de réponse avec la commande M503 ???
christoffyam- Messages : 34
Date d'inscription : 04/03/2017
![]()
![]()
Re: Poulies GT2 ?
![]() par statis Sam 4 Mar - 21:49
par statis Sam 4 Mar - 21:49
Dans l'onglet manual contrôle, ligne Gcode à envoyer si le sujet https://www.repetier.com/documentation/repetier-host/gcode-editor/ est à jour.
Je n'utilise plus repetier depuis longtemps...
Je n'utilise plus repetier depuis longtemps...
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Poulies GT2 ?
![]() par christoffyam Sam 4 Mar - 21:52
par christoffyam Sam 4 Mar - 21:52
Je suppose que si tu n utilise pas repetier il a donc mieux et quel logiciel utilise tu et quel sont les choses mieux si tu voit ce que je veut dire lol merci pour tes réactions rapides
christoffyam- Messages : 34
Date d'inscription : 04/03/2017
![]()
![]()
Re: Poulies GT2 ?
![]() par statis Sam 4 Mar - 22:10
par statis Sam 4 Mar - 22:10
Je suis sur la mise à jour d'un de mes sujet; donc très présent
Je n'utilise plus les commandes via le PC, l'afficheur et la carte SD c'est vraiment génial.
Comme slicer j'ai Cura pour la k8200 mais je ne dirais pas qu'il est génial...
Il faut que je vois avec Tag qui a simplify 3D car j'en ai marre d'avoir des problèmes de côtes à l'impression...
Je n'utilise plus les commandes via le PC, l'afficheur et la carte SD c'est vraiment génial.
Comme slicer j'ai Cura pour la k8200 mais je ne dirais pas qu'il est génial...
Il faut que je vois avec Tag qui a simplify 3D car j'en ai marre d'avoir des problèmes de côtes à l'impression...
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Poulies GT2 ?
![]() par Tag Dim 5 Mar - 8:19
par Tag Dim 5 Mar - 8:19
Salut christoffyam et statis,
en effet, j'utilise Simplify3d, ce soft est un peu cher, environ 140 €, mais ce n'est pas du tout de l'argent perdu, bien au contraire.
Quelques + que j'affectionne :
+ on peut paramétrer chaque couche d'impression
+ rapidité de compilation (écrit en c++ je crois)
+ on à la main sur le positionnement des support
+ la gestion des profils est simple et permet d'avoir une belle palette de préférence d'impression (en fonction du filament, de la qualité, etc...)
+ réglage du nivellement automatique prévu dans les menus (j'ai testé mais cette option n'est toujours pas implémentée sur mon imprimante, je n'ais pas trouvé toutes les infos pour y parvenir )
)
+ l'interface est simple et conviviale
j'en oublie bien sur,
- le plus pénible dans ce soft, c'est l'indication du temps d'impression qui est vraiment systématiquement sous estimé !
Lors de grosses impressions, je compile et récupère le gcode dans repetier ou cura qui font une estimation plus précise du temps.
Il y a pas mal d'infos sur le site et le forum est aussi une bonne source d'informations, et la réactivité de l'équipe est rapide, et au final, le rapport qualité prix est excellent.
en effet, j'utilise Simplify3d, ce soft est un peu cher, environ 140 €, mais ce n'est pas du tout de l'argent perdu, bien au contraire.
Quelques + que j'affectionne :
+ on peut paramétrer chaque couche d'impression
+ rapidité de compilation (écrit en c++ je crois)
+ on à la main sur le positionnement des support
+ la gestion des profils est simple et permet d'avoir une belle palette de préférence d'impression (en fonction du filament, de la qualité, etc...)
+ réglage du nivellement automatique prévu dans les menus (j'ai testé mais cette option n'est toujours pas implémentée sur mon imprimante, je n'ais pas trouvé toutes les infos pour y parvenir
+ l'interface est simple et conviviale
j'en oublie bien sur,
- le plus pénible dans ce soft, c'est l'indication du temps d'impression qui est vraiment systématiquement sous estimé !
Lors de grosses impressions, je compile et récupère le gcode dans repetier ou cura qui font une estimation plus précise du temps.
Il y a pas mal d'infos sur le site et le forum est aussi une bonne source d'informations, et la réactivité de l'équipe est rapide, et au final, le rapport qualité prix est excellent.
Tag- Messages : 781
Date d'inscription : 26/03/2014
Age : 57
![]()
![]()
Re: Poulies GT2 ?
![]() par statis Dim 5 Mar - 13:40
par statis Dim 5 Mar - 13:40
Salut Tag,
Merci d'avoir donné des infos sur simplify.
J'aurais une question car sur Cura il est impossible de spécifier la résolution de la machine.
Exemple, j'ai des GT2 16 dents, des DRV8825 réglés en 32 micro-pas et un néma 200 pas, ce qui donne 5 microns de résolution (0.005).
Avec Cura le GCODE sort des me.... comme :
G1 X76.887 Y72.932 E0.33800
Cela donne que sur X je perd 2 microns et sur Y 3...
En théorie cela paraît n'avoir aucune importance puisque mécaniquement les machines sont pour la plupart au mieux précises à 100 microns...
Mais pourtant je constate avoir plus d'erreurs dans les côtes pour des pièces en remplissage à 100% en réglant les DRV8825 en 16 micro-pas, ce qui fait qu'à cause de l’électronique qui ne suit pas je suis obligé de faire des impressions à vitesse de tortue...
Si simplify permet de paramétrer pour avoir du GCODE par exemple à 10 microns (0.01) , cela m'arrangerait beaucoup.
Sinon j'ai de bon résultats avec Cura en faisant et refaisant les pièces pour qu'elles soient parfaites dans les côtes.
Merci d'avoir donné des infos sur simplify.
J'aurais une question car sur Cura il est impossible de spécifier la résolution de la machine.
Exemple, j'ai des GT2 16 dents, des DRV8825 réglés en 32 micro-pas et un néma 200 pas, ce qui donne 5 microns de résolution (0.005).
Avec Cura le GCODE sort des me.... comme :
G1 X76.887 Y72.932 E0.33800
Cela donne que sur X je perd 2 microns et sur Y 3...
En théorie cela paraît n'avoir aucune importance puisque mécaniquement les machines sont pour la plupart au mieux précises à 100 microns...
Mais pourtant je constate avoir plus d'erreurs dans les côtes pour des pièces en remplissage à 100% en réglant les DRV8825 en 16 micro-pas, ce qui fait qu'à cause de l’électronique qui ne suit pas je suis obligé de faire des impressions à vitesse de tortue...
Si simplify permet de paramétrer pour avoir du GCODE par exemple à 10 microns (0.01) , cela m'arrangerait beaucoup.
Sinon j'ai de bon résultats avec Cura en faisant et refaisant les pièces pour qu'elles soient parfaites dans les côtes.
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Poulies GT2 ?
![]() par Tag Dim 5 Mar - 17:07
par Tag Dim 5 Mar - 17:07
salut statis, je n'ai jamais testé cette précision, je te joins un copie d'écran du paramétrage de simplify au niveau du Gcode, peut être que cela t'en diras d'avantage
(clique dessus pour avoir l'écran en entier)
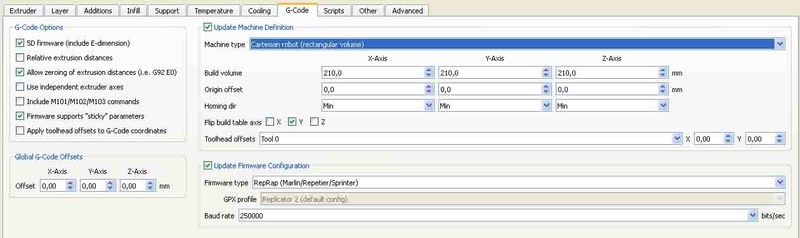
https://i.servimg.com/u/f58/18/83/01/63/n_copi10.jpg
(clique dessus pour avoir l'écran en entier)
https://i.servimg.com/u/f58/18/83/01/63/n_copi10.jpg
Tag- Messages : 781
Date d'inscription : 26/03/2014
Age : 57
![]()
![]()
Re: Poulies GT2 ?
![]() par statis Mar 7 Mar - 22:41
par statis Mar 7 Mar - 22:41
Bonsoir Tag,
Peux-tu voir si le GCODE produit par simplify configuré k8200 est du style G1 X51.18 Y52.80 car dans ce cas il m’intéresse.
Si c'est du G1 X51.187 Y52.802 dépenser 140 euros pour un slicer qui ne s'adapte pas à la résolution de l'imprimante utilisée, c'est trop cher
Peux-tu voir si le GCODE produit par simplify configuré k8200 est du style G1 X51.18 Y52.80 car dans ce cas il m’intéresse.
Si c'est du G1 X51.187 Y52.802 dépenser 140 euros pour un slicer qui ne s'adapte pas à la résolution de l'imprimante utilisée, c'est trop cher
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Poulies GT2 ?
![]() par christoffyam Mer 8 Mar - 18:44
par christoffyam Mer 8 Mar - 18:44
Coucou les amis maker , Je suis également intéressé de savoir simplify est adapter à l de la k8200 ou plutôt cura ? car j en ai un peu marre de slic qui manque de précision car monter dès roulement au pied de biche à cause dès cotation qui ne corresponde pas à la piece j en ai par dessus la tête de ce slicer et du manque de précision , merci a tres vite
christoffyam- Messages : 34
Date d'inscription : 04/03/2017
![]()
![]()
Re: Poulies GT2 ?
![]() par statis Mer 8 Mar - 21:50
par statis Mer 8 Mar - 21:50
Salut christoffyam,
La difficulté que tu soulève a justifié le grand combat que je mène encore pour "stabiliser" ma k8200...
Il faut d'abord savoir que certains "modèles" sont ajustés pour que l'impression soit aux bonnes côtes, d'autres non...
Si un maker a calculé sont STL pour qu'il sorte bon sur son imprimante et que tu as la même tête et les mêmes réglages avec même filament, cela va être bon, sinon...
Donc le modèle est déjà une source de problème de côtes.
Ensuite il y a une "imprécision" commune à tous les slicers, hors flasprint (proprio pour les flashforge), kisslicer pour une machine à 10microns, GT2 16 dents driver 16 micro-pas (pas encore essayé) et peut-être simplify 3D. Le GCODE n'est pas calculé par rapport à la résolution de l'imprimante.
Exemple de GCODE généré par Cura :
G1 X51.187 Y52.802
Pour être "juste" il faudrait avoir une imprimante qui ait une précision de 1 micron pour pouvoir faire les "7" et "2" finaux...
Avec des GT2 20 dents et les drivers d'origine on a du 12.5 microns et il faudrait donc 4094.96 pour faire X51.187 ce qui introduit une erreur de 0.012mm, c'est peu mais multiplié par 20 déplacements, ton roulement ne rentre plus...
Avec des GT2 16 dents et des drivers 32 micro-pas ( voir mon sujet https://3dprinting.forumactif.org/t660-chariot-x-y )on est à 5 microns de résolution donc encore pas bon et en plus cela diminue de moitié la vitesse d'impression sans saut de pas...
Pour descendre à 1 microns, il faudrait équiper la k8200 de vis trapézoïdales pour X et Y et cela donnerait une vitesse d'impression maximale de 15mm/s donc 60 heures pour une pièce qui en prendrait 12 en 75mm/s...
Donc effectivement trouver un slicer qui pose moins de problème est déjà un +, mais...
Cura est meilleur que slic3r mais il faut avoir une buse de 0.4...
Avec flashprint qui parait plus adapté à la résolution d'une flashforge, il y a quand même des erreurs de côtes en utilisant le filament de la marque qui a une température précise de fonctionnement. Le soft avait une option de diminution de dimensions intérieure et extérieure mais je ne l'ai jamais utilisé car sur une pièce complexe cela ne peut être aussi simple...
Tag pourra te répondre sur simplify 3d (140 euros).
Je ne peux pas encore essayer kisslicer (40 euros la version pro).
Mais une chose est sure, modéliser soi-même ses pièces est incontournable pour celles qui ont besoin d'avoir des dimensions précises.
Freecad commence à avoir beaucoup de tutos en français et en plus la dernière version est très complète.
Pour modifier un STL :
https://www.youtube.com/watch?v=No0fZpawrHs
La vidéo montre qu'un hexagone a creusé la pièce mais pour remettre aux côtes un trou il suffit de prendre un cylindre pour "creuser" le trou trop petit.
Il y a plein d'autres tutos sur freecad
Et dernier point, des fois il faut imprimer plusieurs fois la pièce pour trouver le bon compromis entre "trop serré" ou "trop large"...
Pour tester Cura avec la k8200 il faut mettre les dimensions de l'imprimante.
Modifier start.gcode dans l'onglet start/end gcode :
;Sliced at: {day} {date} {time}
Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density}
Print time: {print_time}
Filament used: {filament_amount}m {filament_weight}g
;Filament cost: {filament_cost}
M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line
M109 S{print_temperature} ;Uncomment to add your own temperature line
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
;G1 Z15.0 F9000 ;move the platform down 15mm
G92 E0 ;zero the extruded length
G1 F200 E15 ;extrude 15mm of feed stock
G92 E0 ;zero the extruded length again
G1 F9000
;M140 S55
;Put printing message on LCD screen
M117 Impression...
Et end.gcode :
;End GCode
M104 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more
G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way
M84 ;steppers off
G90 ;absolute positioning
;{profile_string}
Il faut aussi activer Pronterface dans le menu fichier/préférences pour piloter l'imprimante comme avec répetier et être en mode expert.
La difficulté que tu soulève a justifié le grand combat que je mène encore pour "stabiliser" ma k8200...
Il faut d'abord savoir que certains "modèles" sont ajustés pour que l'impression soit aux bonnes côtes, d'autres non...
Si un maker a calculé sont STL pour qu'il sorte bon sur son imprimante et que tu as la même tête et les mêmes réglages avec même filament, cela va être bon, sinon...
Donc le modèle est déjà une source de problème de côtes.
Ensuite il y a une "imprécision" commune à tous les slicers, hors flasprint (proprio pour les flashforge), kisslicer pour une machine à 10microns, GT2 16 dents driver 16 micro-pas (pas encore essayé) et peut-être simplify 3D. Le GCODE n'est pas calculé par rapport à la résolution de l'imprimante.
Exemple de GCODE généré par Cura :
G1 X51.187 Y52.802
Pour être "juste" il faudrait avoir une imprimante qui ait une précision de 1 micron pour pouvoir faire les "7" et "2" finaux...
Avec des GT2 20 dents et les drivers d'origine on a du 12.5 microns et il faudrait donc 4094.96 pour faire X51.187 ce qui introduit une erreur de 0.012mm, c'est peu mais multiplié par 20 déplacements, ton roulement ne rentre plus...
Avec des GT2 16 dents et des drivers 32 micro-pas ( voir mon sujet https://3dprinting.forumactif.org/t660-chariot-x-y )on est à 5 microns de résolution donc encore pas bon et en plus cela diminue de moitié la vitesse d'impression sans saut de pas...
Pour descendre à 1 microns, il faudrait équiper la k8200 de vis trapézoïdales pour X et Y et cela donnerait une vitesse d'impression maximale de 15mm/s donc 60 heures pour une pièce qui en prendrait 12 en 75mm/s...
Donc effectivement trouver un slicer qui pose moins de problème est déjà un +, mais...
Cura est meilleur que slic3r mais il faut avoir une buse de 0.4...
Avec flashprint qui parait plus adapté à la résolution d'une flashforge, il y a quand même des erreurs de côtes en utilisant le filament de la marque qui a une température précise de fonctionnement. Le soft avait une option de diminution de dimensions intérieure et extérieure mais je ne l'ai jamais utilisé car sur une pièce complexe cela ne peut être aussi simple...
Tag pourra te répondre sur simplify 3d (140 euros).
Je ne peux pas encore essayer kisslicer (40 euros la version pro).
Mais une chose est sure, modéliser soi-même ses pièces est incontournable pour celles qui ont besoin d'avoir des dimensions précises.
Freecad commence à avoir beaucoup de tutos en français et en plus la dernière version est très complète.
Pour modifier un STL :
https://www.youtube.com/watch?v=No0fZpawrHs
La vidéo montre qu'un hexagone a creusé la pièce mais pour remettre aux côtes un trou il suffit de prendre un cylindre pour "creuser" le trou trop petit.
Il y a plein d'autres tutos sur freecad
Et dernier point, des fois il faut imprimer plusieurs fois la pièce pour trouver le bon compromis entre "trop serré" ou "trop large"...
Pour tester Cura avec la k8200 il faut mettre les dimensions de l'imprimante.
Modifier start.gcode dans l'onglet start/end gcode :
;Sliced at: {day} {date} {time}
Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density}
Print time: {print_time}
Filament used: {filament_amount}m {filament_weight}g
;Filament cost: {filament_cost}
M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line
M109 S{print_temperature} ;Uncomment to add your own temperature line
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
;G1 Z15.0 F9000 ;move the platform down 15mm
G92 E0 ;zero the extruded length
G1 F200 E15 ;extrude 15mm of feed stock
G92 E0 ;zero the extruded length again
G1 F9000
;M140 S55
;Put printing message on LCD screen
M117 Impression...
Et end.gcode :
;End GCode
M104 S0 ;extruder heater off
M140 S0 ;heated bed heater off (if you have it)
G91 ;relative positioning
G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure
G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more
G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way
M84 ;steppers off
G90 ;absolute positioning
;{profile_string}
Il faut aussi activer Pronterface dans le menu fichier/préférences pour piloter l'imprimante comme avec répetier et être en mode expert.
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Poulies GT2 ?
![]() par Tag Jeu 9 Mar - 7:02
par Tag Jeu 9 Mar - 7:02
Hello,
sur le site https://www.simplify3d.com/
il y a des vidéos de démonstration et plein d'explications. Il y a un paramètre spécifique pour la K8200.
Vas y faire un tour pour avoir un aperçu du soft
Le seul gros bug vraiment ch..ant c'est l'estimation du temps systématiquement erroné, ce bug n'est toujours pas fixé.
sur le site https://www.simplify3d.com/
il y a des vidéos de démonstration et plein d'explications. Il y a un paramètre spécifique pour la K8200.
Vas y faire un tour pour avoir un aperçu du soft
Le seul gros bug vraiment ch..ant c'est l'estimation du temps systématiquement erroné, ce bug n'est toujours pas fixé.
Tag- Messages : 781
Date d'inscription : 26/03/2014
Age : 57
![]()
![]()
Re: Poulies GT2 ?
![]() par Tag Jeu 9 Mar - 7:03
par Tag Jeu 9 Mar - 7:03
statis, ci après un exemple de code, je pense que cela ne te convient pas ...
G1 X99.267 Y98.919 E0.0134 F1430
G1 X99.342 Y98.851 E0.0162
G1 X100.020 Y98.290 E0.0401
G1 X100.101 Y98.229 E0.0429
G1 X99.267 Y98.919 E0.0134 F1430
G1 X99.342 Y98.851 E0.0162
G1 X100.020 Y98.290 E0.0401
G1 X100.101 Y98.229 E0.0429
Tag- Messages : 781
Date d'inscription : 26/03/2014
Age : 57
![]()
![]()
christoffyam- Messages : 34
Date d'inscription : 04/03/2017
![]()
![]()
Re: Poulies GT2 ?
![]() par christoffyam Sam 11 Mar - 4:46
par christoffyam Sam 11 Mar - 4:46
Bonjour les amis Maker ,
je me pose encore une petite question quant a la valeur 80 a modifier dans le firmware, car je n ai pas encore une bonne précision, je suis sur une buse de 0.4 et sur mon dessin je demande un diamètre int. de 6.2mm et a l'impression j ai un résultat de 5.7mm, ce qui fait 0.5mm de différence ,c'est quand même encore beaucoup comme tolérance, je ne demande pas la perfection mais au moins 0.1 voir 0.2mm de précision est ce que cela est du a ma valeur 80.00 que j ai donner au firmware ne faudrait il pas mettre (80.3125) valeur calculée par un membre du forum, personnellement je ne connait pas le calcul qu il faut faire pour obtenir cette valeur mais j ai lu et relu le post concernant les poulie GT2, en tout cas je suis très satisfait de cette GT2 mais pas encore de mon résultat en impression si vous pouvez me donner votre idée je suis preneur et merci d avance a plus les amis ...
je me pose encore une petite question quant a la valeur 80 a modifier dans le firmware, car je n ai pas encore une bonne précision, je suis sur une buse de 0.4 et sur mon dessin je demande un diamètre int. de 6.2mm et a l'impression j ai un résultat de 5.7mm, ce qui fait 0.5mm de différence ,c'est quand même encore beaucoup comme tolérance, je ne demande pas la perfection mais au moins 0.1 voir 0.2mm de précision est ce que cela est du a ma valeur 80.00 que j ai donner au firmware ne faudrait il pas mettre (80.3125) valeur calculée par un membre du forum, personnellement je ne connait pas le calcul qu il faut faire pour obtenir cette valeur mais j ai lu et relu le post concernant les poulie GT2, en tout cas je suis très satisfait de cette GT2 mais pas encore de mon résultat en impression si vous pouvez me donner votre idée je suis preneur et merci d avance a plus les amis ...
christoffyam- Messages : 34
Date d'inscription : 04/03/2017
![]()
![]()
Re: Poulies GT2 ?
![]() par Tag Sam 11 Mar - 8:03
par Tag Sam 11 Mar - 8:03
Bonjour,
tu as un calculateur pour les différents paramètres de la machine, il s'avère que 80 est le bon ratio.
Essaye de voir dans la partie Stepper Motor du lien suivant http://www.prusaprinters.org/calculator/
tu as un calculateur pour les différents paramètres de la machine, il s'avère que 80 est le bon ratio.
Essaye de voir dans la partie Stepper Motor du lien suivant http://www.prusaprinters.org/calculator/
Tag- Messages : 781
Date d'inscription : 26/03/2014
Age : 57
![]()
![]()
Re: Poulies GT2 ?
![]() par raby_ Sam 11 Mar - 8:51
par raby_ Sam 11 Mar - 8:51
Le problème des trous est dû au slicer qui les calcule comme des polygones et pas des cercles.
 .
.
Et le cercle résultant s'inscrit dans le polygone !
D'autre part la première couche est toujours plus étalée que les autres ce qui rétrécit encore plus le trou.
La solution la plus simple est d'augmenter le diamètre du trou du diamètre de ta buse (+0.4 dans ton cas). Évidemment cela ne fonctionne que pour les objets que tu dessines toi même.
. Et le cercle résultant s'inscrit dans le polygone !
D'autre part la première couche est toujours plus étalée que les autres ce qui rétrécit encore plus le trou.
La solution la plus simple est d'augmenter le diamètre du trou du diamètre de ta buse (+0.4 dans ton cas). Évidemment cela ne fonctionne que pour les objets que tu dessines toi même.

raby_- Messages : 858
Date d'inscription : 15/01/2014 -

![]()
![]()
Re: Poulies GT2 ?
![]() par statis Sam 11 Mar - 15:37
par statis Sam 11 Mar - 15:37
Salut christoffyam,
Approche rapide d'une calibration :
http://electrotuto.com/2014/10/26/impression-3d-comment-calibrer-le-x-y-et-z-sous-marlin/
Il ne faut pas faire confiance aux données des vendeurs, une GT2 20 dents ne produit pas obligatoirement un déplacement de 40mm si on envoie 40x80 micro-pas...
Le matériel chinois, et tout vient de là-bas a toujours des défauts sauf s'il est revérifié par un distributeur sérieux.
Donc le calibrage est obligatoire et il faut le faire mais...
Une valeur comme 80.3125 va-t-elle vraiment être prise en compte sur une carte "base arduino"...
Normalement on calibre une machine en plaçant un outil de mesure sur un point fixe de départ et on lance un mouvement vers le point maximal en revenant vers l'origine au maximum à + la moitié de l'amplitude de mesure d'un comparateur.
Exemple j'ai calibré mes X,Y et Z en lançant un déplacement de 200mm avec retour à 0.05 (avec une K8200 d'origine cela serait à 0.5).
Les outils de calibration style pied-à-coulisse/comparateur précision 0.01mm avec affichage LCD varient en lecture de plusieurs centièmes rien qu'en les regardant...
Et même avec un vieux modèle à aiguille de la même précision, une variation de plusieurs centièmes peut apparaître rien qu'en posant la main sur le châssis de la K8200 qui en théorie est plus stable qu'une Prusa I3...
Le calibrage permet surtout de vérifier si la mécanique est stable ou pas et d'origine la K8200 est impossible à calibrer sérieusement...
Cependant il y a un calibrage super important, celui de l'extrudeur car sans lui il est impossible de faire les bons réglages de température, diamètre et flux de filament . Cela ne peut être qu'approximatif mais sans c'est pire.
Lien à retenir impérativement :
http://reprap.org/wiki/Calibration/fr
Les autres calibrations peuvent être aussi faites avec la méthode de "mesure de la pièce" et cela améliore quand même la précision de l'imprimante :
http://reprap.org/wiki/Calibration/fr
L'imprécision mécanique n'est pas la seule source de "fausses dimensions", tout peut jouer.
Avec un extrudeur bien calibré, le même GCODE généré par le slicer quel qu'il soit, le même modèle de filament avec la même mesure de section, la même température et la même vitesse, la même pièce, sortie avec deux bobines différentes, peut avoir des différences de dimensions...
Le slicer n'est donc pas lui aussi la seule source d'erreurs...
Et la conception personnelle de pièce ne résout pas tout...
Car il y a trop de paramètres en inter-action pour être sur que le GCODE parfait qui a demandé x essais avant d'être bon le sera 2 jours plus tard...
Seule solution, concevoir sa pièce comme le dit Raby, faire x essais en corrigeant au fur et à mesure et garder le modèle sous la main pour reproduire le STL/GCODE du jour...
Les FDM à 4000 euros (ou plus) ont des résultats plus stables car leur précision de mouvement est au micron (c'est pour cela que les slicers ont 3 décimales), leurs extrudeurs fiables en température et guidage de filament, leur caisson est bien étudié (celui d'une flashforge Dreamer a trop d'ouvertures...) et le filament propriétaire a une structure dimensionnelle et chimique stable d'une bobine à l'autre...
On a donc des erreurs de dimension, avec une K8200 d'origine, une modifié avec une précision de 5 microns (GT2 16 dents, driver 32 micro-pas, 200 micro-pas/mm en réglage) et aussi sur une Dreamer...
Il n'y a donc pas de choix, si on n'a pas le budget pour s'équiper "haut-de-gamme", il faut faire et refaire jusqu'à avoir le résultat attendu, ou ne faire que des pièces dont la précision importe peu
En ce qui concerne la première couche, à condition d'avoir du bon filament, la bonne température de plateau et une bonne adhérence (buildtak ou kapton + dimafix), il est possible de régler la première couche pour éviter du "débordement" mais à éviter...
Seulement un Brim (+buildtak ou kapton + dimafix) permet une bonne stabilité de l'accroche de la pièce, donc il y a obligatoirement du "grattage" à faire au cuter pour les surplus qui restent
Et là pareil, une conception personnelle de pièce permet d'avoir un Brim adapté
Exemple pour la couronne de l'extrudeur de la K8200:
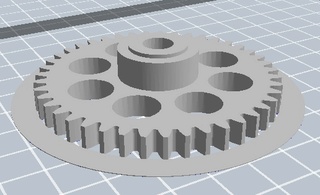
Le Brim ne prend qu'une toute petite extrémité des dents pour surtout ne pas trop les abîmer au "grattage" et mon réglage de hauteur de première couche (je peux car j'ai une adhérence trop forte même avec de l'ABS) laisse peu de résidus sur le reste de la pièce.
D'ailleurs s'il y a trop de dépôt sur la première couche, cela va avoir un impact sur le reste de la pièce car les suivantes peuvent "baver" en chaîne mais c'est souvent la seule solution pour que la pièce ne décolle pas, sauf si on a une imprimante avec un bon lit et les bons produits d'adhérence...
Approche rapide d'une calibration :
http://electrotuto.com/2014/10/26/impression-3d-comment-calibrer-le-x-y-et-z-sous-marlin/
Il ne faut pas faire confiance aux données des vendeurs, une GT2 20 dents ne produit pas obligatoirement un déplacement de 40mm si on envoie 40x80 micro-pas...
Le matériel chinois, et tout vient de là-bas a toujours des défauts sauf s'il est revérifié par un distributeur sérieux.
Donc le calibrage est obligatoire et il faut le faire mais...
Une valeur comme 80.3125 va-t-elle vraiment être prise en compte sur une carte "base arduino"...
Normalement on calibre une machine en plaçant un outil de mesure sur un point fixe de départ et on lance un mouvement vers le point maximal en revenant vers l'origine au maximum à + la moitié de l'amplitude de mesure d'un comparateur.
Exemple j'ai calibré mes X,Y et Z en lançant un déplacement de 200mm avec retour à 0.05 (avec une K8200 d'origine cela serait à 0.5).
Les outils de calibration style pied-à-coulisse/comparateur précision 0.01mm avec affichage LCD varient en lecture de plusieurs centièmes rien qu'en les regardant...
Et même avec un vieux modèle à aiguille de la même précision, une variation de plusieurs centièmes peut apparaître rien qu'en posant la main sur le châssis de la K8200 qui en théorie est plus stable qu'une Prusa I3...
Le calibrage permet surtout de vérifier si la mécanique est stable ou pas et d'origine la K8200 est impossible à calibrer sérieusement...
Cependant il y a un calibrage super important, celui de l'extrudeur car sans lui il est impossible de faire les bons réglages de température, diamètre et flux de filament . Cela ne peut être qu'approximatif mais sans c'est pire.
Lien à retenir impérativement :
http://reprap.org/wiki/Calibration/fr
Les autres calibrations peuvent être aussi faites avec la méthode de "mesure de la pièce" et cela améliore quand même la précision de l'imprimante :
http://reprap.org/wiki/Calibration/fr
L'imprécision mécanique n'est pas la seule source de "fausses dimensions", tout peut jouer.
Avec un extrudeur bien calibré, le même GCODE généré par le slicer quel qu'il soit, le même modèle de filament avec la même mesure de section, la même température et la même vitesse, la même pièce, sortie avec deux bobines différentes, peut avoir des différences de dimensions...
Le slicer n'est donc pas lui aussi la seule source d'erreurs...
Et la conception personnelle de pièce ne résout pas tout...
Car il y a trop de paramètres en inter-action pour être sur que le GCODE parfait qui a demandé x essais avant d'être bon le sera 2 jours plus tard...
Seule solution, concevoir sa pièce comme le dit Raby, faire x essais en corrigeant au fur et à mesure et garder le modèle sous la main pour reproduire le STL/GCODE du jour...
Les FDM à 4000 euros (ou plus) ont des résultats plus stables car leur précision de mouvement est au micron (c'est pour cela que les slicers ont 3 décimales), leurs extrudeurs fiables en température et guidage de filament, leur caisson est bien étudié (celui d'une flashforge Dreamer a trop d'ouvertures...) et le filament propriétaire a une structure dimensionnelle et chimique stable d'une bobine à l'autre...
On a donc des erreurs de dimension, avec une K8200 d'origine, une modifié avec une précision de 5 microns (GT2 16 dents, driver 32 micro-pas, 200 micro-pas/mm en réglage) et aussi sur une Dreamer...
Il n'y a donc pas de choix, si on n'a pas le budget pour s'équiper "haut-de-gamme", il faut faire et refaire jusqu'à avoir le résultat attendu, ou ne faire que des pièces dont la précision importe peu
En ce qui concerne la première couche, à condition d'avoir du bon filament, la bonne température de plateau et une bonne adhérence (buildtak ou kapton + dimafix), il est possible de régler la première couche pour éviter du "débordement" mais à éviter...
Seulement un Brim (+buildtak ou kapton + dimafix) permet une bonne stabilité de l'accroche de la pièce, donc il y a obligatoirement du "grattage" à faire au cuter pour les surplus qui restent
Et là pareil, une conception personnelle de pièce permet d'avoir un Brim adapté
Exemple pour la couronne de l'extrudeur de la K8200:
Le Brim ne prend qu'une toute petite extrémité des dents pour surtout ne pas trop les abîmer au "grattage" et mon réglage de hauteur de première couche (je peux car j'ai une adhérence trop forte même avec de l'ABS) laisse peu de résidus sur le reste de la pièce.
D'ailleurs s'il y a trop de dépôt sur la première couche, cela va avoir un impact sur le reste de la pièce car les suivantes peuvent "baver" en chaîne mais c'est souvent la seule solution pour que la pièce ne décolle pas, sauf si on a une imprimante avec un bon lit et les bons produits d'adhérence...
statis- Messages : 1399
Date d'inscription : 18/03/2014
![]()
![]()
Re: Poulies GT2 ?
![]() par Tag Sam 11 Mar - 19:05
par Tag Sam 11 Mar - 19:05
En général, après avoir imprimé une pièce spécifique dont les trous ne sont pas à la bonne mesure, j'utilise ma perceuse avec le foret qui va bien pour ajuster le diamètre 
Tag- Messages : 781
Date d'inscription : 26/03/2014
Age : 57
![]()
![]()
Page 4 sur 4 • ![]() 1, 2, 3, 4
1, 2, 3, 4
![]()

 Sujets similaires
Sujets similairesPage 4 sur 4
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum|
|
|